2. 测试流程(ISO 11146)用 PPBS/反射 ND 把单脉冲能量降到 < 饱和值(参考 10.6 µm 曲线 ≈ 2 W cm⁻²)将 WinCamD-IR-BB 装于 M2DU-IR,沿 z 扫描 ≥ 10 点,覆盖 ±z_R 与远场软件实时记录 4σ 直径 → 双曲线拟合 → 输出 M...
光束质量分析仪基本参数
- 品牌
- 大恒光电,OceanOptics,专谱光电,ARCoptix
- 型号
- 齐全
光束质量分析仪企业商机
车载 CO₂ 激光雷达“跑和停”光束漂移日志场景:车载 20 W CO₂ 激光雷达,要求 8 h 连续运行漂移<100 µrad配置:相机固定于车顶,3 m 基线;软件“Log to CSV”每 5 s 记录一次质心结果:全天比较大漂移 82 µrad,温度梯度为主要贡献,后续加装铝护罩后降至 37 µrad一句话总结WinCamD-IR-BB 在 2–16 µm 范围内已覆盖射频 CO₂、QCL、OPA、Tm/Ho 光纤、FEL 等多种激光形态,可完成 M²、发散角、指向漂移、单脉冲剖面等在线或现场测试,全部案例均无需斩波器/TEC,真正实现“即插即用”。Dataray大靶面光束质量分析仪拥有 25 x 25 mm 的大范围区域、4.2 百万像素、12.5 x 12.5 µm像素。福建光斑形貌光束质量分析仪

DataRay 光束质量分析仪以“全波段、全尺寸、全应用”理念覆盖激光表征全流程。旗舰 WinCamD-LCM 采用 1″ CMOS 全局快门,4.2 MPixel、5.5 µm 像素,355-1150 nm 波段内以 60 fps 给出 2500:1 信噪比,USB3.0 供电即插即用,HyperCal™ 实时去噪,MagND™ 磁吸衰减片让高功率不再“烫手”;一套软件即可输出 ISO-11146 M²、发散角、束腰位置,亦可多台并行做产线 QA。中红外 WinCamD-IR-BB 把范围延伸到 2-16 µm,VOx 微测辐射热计无需斩波器与 TEC,14-bit ADC、14 ms 响应,可测 10.8×8.2 mm 大光斑,CO₂ 激光、量子级联激光现场维护一机搞定。甘肃高分辨率红外成像光束质量分析仪WinCamD-GCM 配备了 DataRay 功能齐全的软件,该软件无许可费用、无限安装和软件更新。

WinCamD系列光束质量分析仪通过以下步骤和方法进行光束质量分析:光束质量分析步骤设备准备与校准:确保WinCamD分析仪已正确安装并连接到计算机。使用DataRay软件进行设备校准,包括背景噪声校正和非均匀性校正(NUC)。如果测量高功率激光,需使用适当的衰减滤光片,避免损坏传感器。光束对准与采集:将待测光束对准WinCamD的感光区域,确保光束完全覆盖传感器。调整光束强度,使其在传感器的动态范围内,避免饱和。使用DataRay软件实时采集光束图像,观察光束的二维强度分布。光束参数测量:光束直径:通过1/e²水平法或二阶矩法测量光束直径。椭圆度:计算光束在不同方向上的直径比。质心位置:确定光束的中心位置,评估光束的对称性。
注意事项中红外透镜须用 CaF₂、ZnSe 或镀金反射镜,避免色差;光路尽量封闭,防止环境热辐射背景淹没信号;若光束> 11 mm,可加装 2×/3× 扩束缩束镜或换用大口径 TaperCamD-IR(25 mm×25 mm)。借助 WinCamD-IR-BB,全程无需斩波、无需制冷,一键完成 2–16 µm 激光的 M²、发散角、指向稳定性等光束质量评估,已成为中红外激光器产线、现场维护与科研实验的“基准工具”。配合 ISO 11146 标准流程一次完成 M²、发散角、束腰等全部参数测量。该相机 17 µm 像素、10.8 × 8.2 mm 大面阵,SNR>1000:1,USB3.0 端口供电,无需外置斩波器或 TEC,可在 30 fps(出口版 7.5 fps)ataRay的光束分析仪在双包层光纤激光输出特性研究中发挥了重要作用。

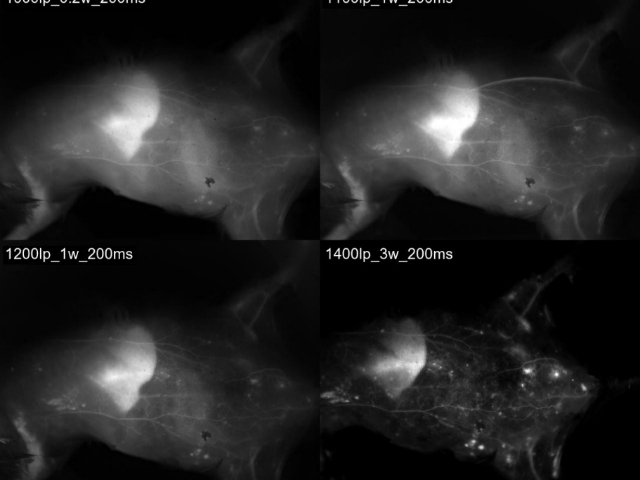
. 7.5 µm 飞秒 OPA 光束发散角实时优化场景:实验室 1 kHz 飞秒 OPA,波长可调 5–12 µm,需要**小化发散角配置:相机置于聚焦镜后 0.5–2 m 区间,利用“Divergence”插件实时显示 θ(λ)结果:在 7.5 µm 处通过调节光栅压缩器,把发散角从 2.8 mrad 降到 1.9 mrad,同步看到 M²由 1.7→1.34. 远红外 10.2 µm 飞秒光丝长程传输监测场景:200 Hz 10 mJ 飞秒脉冲,在 30 m 开放光路形成光丝,需在线监测光斑演变方法:相机加 200 mm CaF₂ 透镜,把远场成像到探测器;利用 30 fps 连续采集,软件做 2D-Map结果:记录到光丝起始位置漂移<±2 mm,为后续相位补偿提供闭环反馈WinCamD-IR-BB以其紧凑的设计和便携性,成为现场服务与维护的理想选择。山东光斑形貌光束质量分析仪测量系统
Dataray提供激光光束分析仪器,对激光光束的光斑大小,形状和能量分布等参数进行测试和分析。福建光斑形貌光束质量分析仪
刀口法(Knife-Edge Method)原理:用锐利刀片横向切割光束,测量光功率随刀片位置的变化,反推强度分布。步骤:固定激光器,移动刀片逐步遮挡光束。记录光功率P随刀片位置x的变化曲线。对dP/dx求导得到强度分布I(x)。3. 修正算法在实际测量中,光斑可能因超出探测器范围而被截断,导致测量误差。基于能量守恒原理的修正算法可以有效提高大尺寸截断光斑情况下的测量精度,使M²因子的计算误差从修正前的15.2%降低到修正后的3.8%。评估意义工业应用:在激光切割和焊接中,M²值越小,聚焦光斑越小,加工精度越高。科研与医疗:精确控制光束宽度可减少组织损伤,提高光学实验的精度。标准化与质量控制:ISO 11146标准为激光设备制造商提供了统一的测试方法,确保产品符合国际标准。通过上述方法和参数,可以***评估激光光束的质量,为激光器的设计、制造和应用提供重要的数据支持。福建光斑形貌光束质量分析仪
与光束质量分析仪相关的文章

广东扫描狭缝光束质量分析仪
- 天津相机型光束质量分析仪官方网站 2026-05-20
- 重庆瑞利长度光束质量分析仪多少钱一台 2026-05-19
- 江西相机型光束质量分析仪设备 2026-05-19
- 上海瑞利长度光束质量分析仪厂商 2026-05-19
- 四川束腰大小光束质量分析仪公司 2026-05-19
- 重庆光斑能量分布光束质量分析仪官方网站 2026-05-19
- 河北高分辨率红外成像光束质量分析仪器件 2026-05-19
- 江西通信波段光束质量分析仪价格表 2026-05-19
- 黑龙江高分辨率红外成像光束质量分析仪报价 2026-05-19
- 上海指向稳定性测试光束质量分析仪价格表 2026-05-19
- 江苏中红外光束质量分析仪费用 2026-05-19
- 西藏高分辨率红外成像光束质量分析仪测量系统 2026-05-19
与光束质量分析仪相关的产品

与光束质量分析仪相关的新闻
-
广东光学组装和仪器对准光束质量分析仪哪家好 2026-05-19 12:02:58滤光片ND滤光片:功能:用于调节输入光的强度,防止光束过强损坏光束分析仪。规格:提供多种光密度(如0.5、1.0、2.0、4.0),适用于350 nm - 2200 nm波长范围。使用场景:在测量高功率激光束时,通过ND滤光片降低光强至传感器可承受的范围。3. 可变衰减器功能:通过调整滤光片的位置来...
-
福建光斑形貌光束质量分析仪 2026-05-19 12:02:58车载 CO₂ 激光雷达“跑和停”光束漂移日志场景:车载 20 W CO₂ 激光雷达,要求 8 h 连续运行漂移<100 µrad配置:相机固定于车顶,3 m 基线;软件“Log to CSV”每 5 s 记录一次质心结果:全天比较大漂移 82 µrad,温度梯度为主要贡献,后续加装铝护罩后降至 37...
-
山东指向稳定性测试光束质量分析仪供应商 2026-05-19 09:02:54DataRay WinCamD 光束质量分析仪1. 高性能与多功能性DataRay 的 WinCamD 系列光束质量分析仪以其高性能和多功能性,成为科研、工业和教育领域的理想选择。WinCamD-LCM 型号采用 1 英寸 CMOS 传感器,具有 4.2 MPixel 分辨率和 5.5 µm 像素尺...
-
浙江光学镜片光束质量分析仪设备 2026-05-19 23:03:39车载 CO₂ 激光雷达“跑和停”光束漂移日志场景:车载 20 W CO₂ 激光雷达,要求 8 h 连续运行漂移<100 µrad配置:相机固定于车顶,3 m 基线;软件“Log to CSV”每 5 s 记录一次质心结果:全天比较大漂移 82 µrad,温度梯度为主要贡献,后续加装铝护罩后降至 37...
与光束质量分析仪相关的问题
新闻资讯
产品推荐
-
浙江短波红外相机红外相机网站
2026-05-19 -
福建高灵敏度sCMOS相机红外相机
2026-05-19 -

黑龙江高分辨率红外成像光束质量分析仪报价
2026-05-19 -
短波红外相机红外相机哪家好
2026-05-19 -
上海指向稳定性测试光束质量分析仪价格表
2026-05-19 -
浙江光片成像红外相机价格
2026-05-19 -

江苏中红外光束质量分析仪费用
2026-05-19 -
西藏高分辨率红外成像光束质量分析仪测量系统
2026-05-19 -

滤波片光束质量分析仪报价
2026-05-19