表面处理是通过物理、化学或机械手段改变材料表面性能的技术,作用是防腐、耐磨、装饰、导电/绝缘、相容、光学调控等,已渗透到航空航天、汽车、电子、、海洋、建筑、轻工等几乎所有工业与民生领域。按功能分类应用:防护型(防腐:电镀(镀锌/镍/铬)、热喷涂锌/铝、磷化、阳极氧化、钝化、有机涂层(环氧/聚氨酯),用于钢结构、船舶、管道、紧固件、铝合金门窗。防锈:发黑/发蓝、渗碳、渗氮,用于机械零件、弹簧、齿轮。耐候:氟碳喷涂、粉末涂装,用于建筑幕墙、户外设备。独特的氮化钛表面处理工艺,多环节协同,实现材料性能大飞跃。山西冲棒氮化钛效延长刀具使用寿命

表面镀层/镀膜相沉积(PVD)原理:在真空环境中,将靶材(如钛、铬)原子气化,与氮气、乙炔等反应生成涂层(如TiN、CrN、TiAlN)。特点:处理温度低(200-500℃),对模具基体影响小;涂层硬度高(可达3000HV以上)、表面光滑、摩擦系数低。应用:型芯、型腔、顶针等关键部件,尤其适用于高精度、高耐磨要求的模具。化学气相沉积(CVD)原理:在高温(800-1000℃)下,通过气相反应生成涂层(如TiC、TiN)。特点:结合力强、绕镀性好,但高温易导致模具变形,需后续重新热处理。应用:高耐磨、低精度要求的模具,如切削刀具、拉丝模等。电镀原理:通过电解沉积金属层(如铬、镍)增强耐腐蚀性。特点:工艺简单、成本低,但镀层结合力相对较差,易剥落,且可能含有有害物质(如六价铬)。应用:对耐腐蚀性要求不高,且对环保要求较低的模具。湖北切刀氮化钛提升生产效率采用氮化钛表面涂层处理,可大幅提升金属件抗磨损、抗高温氧化能力,兼具装饰与功能双重效果。
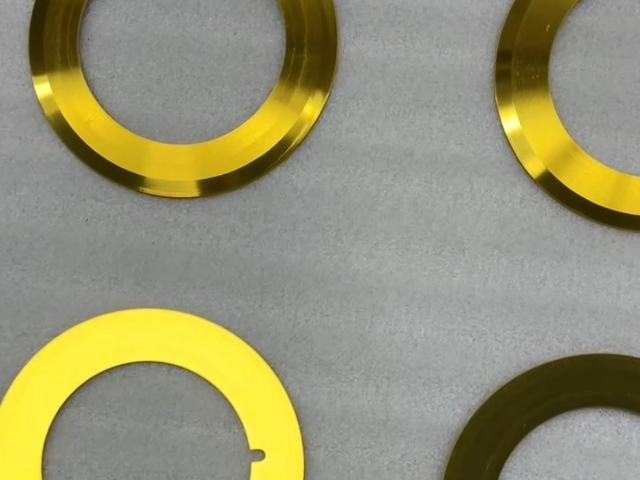
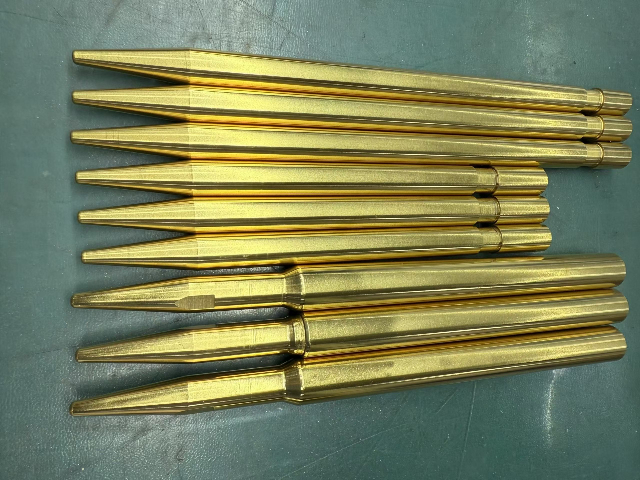
主要应用领域切削刀具:钻头、铣刀、车刀片。TiN 是应用的刀具涂层,能大幅提高切削速度和进给率。模具工业:注塑模、冲压模。用于脱模防粘,提高模具抗磨损能力。医疗器械:手术刀、骨科植入物(如髋关节球头)。因其耐磨且人体排异性小。装饰镀层:手表表壳、五金卫浴、建筑五金。替代传统的电镀黄金(环保且硬度更高)。常见的氮化钛基复合涂层单纯的 TiN 涂层在某些高温或高硬度工况下存在局限,因此衍生出了多种改进型涂层:TiCN (氮碳化钛) :在 TiN 中引入碳。硬度比 TiN 更高(可达 3000-3500 HV),颜色呈灰黑色或暗灰色。适用于高硬度钢材的切削和冲压模具。AlTiN / TiAlN (氮化铝钛 / 氮化钛铝) :目前的主流高性能涂层。通过加入铝元素,抗氧化温度可提升至 800-900℃。适合高速切削、干式切削以及加工难加工材料(如不锈钢、钛合金、高温合金 Inconel)。颜色通常为紫灰或黑色。CrN (氮化铬) :虽然不含钛,但常与 TiN 搭配。其内应力较低,耐腐蚀性很好,且抗粘附性优于 TiN,特别适合加工容易产生积屑瘤的铜、铝等软质材料,颜色为银灰色。
提高抗疲劳性引入残余压应力:表面淬火:如激光表面淬火、火焰淬火等,通过快速加热和冷却使模具表面形成一层硬而脆的马氏体组织,同时引入残余压应力。残余压应力能够抵消部分工作应力,延缓疲劳裂纹的萌生和扩展,从而提高模具的抗疲劳性能。喷丸强化:利用高速弹丸冲击模具表面,使表面产生塑性变形和残余压应力层。残余压应力层能够提高模具的抗疲劳强度。细化表面组织:表面淬火:通过细化表面组织,提高材料的均匀性和致密性,从而减少疲劳裂纹的萌生点,提高抗疲劳性能。
氮化钛涂层,为切削刀具注入金色锋芒,切削如丝般顺滑。
表面处理的应用领域汽车工业:表面处理用于提高汽车零部件的耐腐蚀性和耐磨性,如发动机缸体、曲轴、齿轮等。航空航天:对材料表面性能要求极高,表面处理用于提高零部件的耐高温、耐腐蚀和耐磨性能。电子工业:表面处理用于提高电子元器件的导电性、绝缘性和耐腐蚀性,如印刷电路板、集成电路等。建筑装饰:表面处理用于提高建筑材料的装饰性和耐久性,如铝合金门窗、幕墙等。日用品制造:表面处理用于提高日用品的美观度和耐用性,如餐具、厨具、家具等。表面处理的发展趋势环保化:随着环保意识的提高,表面处理技术正朝着低污染、低能耗的方向发展。高效化:提高表面处理效率,降低生产成本,满足大规模生产的需求。多功能化:开发具有多种功能的表面处理技术,如同时提高耐腐蚀性和耐磨性的复合处理技术。智能化:利用智能控制技术实现表面处理过程的自动化和智能化,提高处理质量和稳定性。氮化钛表面处理通过离子沉积技术,实现原子级结合,让表面更硬更滑,适用于各类精密机械部件。山西冲棒氮化钛效延长刀具使用寿命
氮化钛覆层,以极薄之躯,承载耐磨的承诺。山西冲棒氮化钛效延长刀具使用寿命
工艺优缺点PVD 工艺, 是目前主流的加工方式(如电弧离子镀、磁控溅射)。优点:沉积温度低(通常在 400-500℃),不会改变基材(如高速钢、硬质合金)的内部金相组织和力学性能,处理过程环保无有毒废水。缺点:属于“线对线”的视线工艺,对于深孔、内腔复杂的零件,内壁可能难以均匀镀覆;涂层厚度通常很薄(1-5 微米),虽然耐磨但无法承受剧烈的冲击碰撞。基材要求:TiN 涂层是“硬质涂层”,如果基材本身较软(如普通碳钢),涂层在重载下容易发生“蛋壳效应”(基材变形导致涂层崩落)。通常建议基材硬度至少达到 HRC 50 以上(如工具钢、模具钢、硬质合金)。前处理:涂层对工件表面清洁度要求极高。处理前的超声波清洗和表面光洁度(通常建议 Ra ≤ 0.4 μm)直接影响涂层的结合力。尺寸补偿:涂层厚度虽然只有几微米,但对于精密配合件(如轴承、螺纹),需要考虑涂层带来的尺寸增量。山西冲棒氮化钛效延长刀具使用寿命
马鞍山德耐纳米科技有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在安徽省等地区的精细化学品中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来马鞍山德耐纳米科技供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!

