水下切粒机的技术创新趋势——智能化控制水下切粒机正朝着智能化控制方向发展。智能化控制系统能够实时监测和分析水下切粒机的各项运行参数,如挤出机温度、螺杆转速、切刀速度、水循环系统的水温、水压等。通过传感器采集数据,并利用先进的算法进行处理,实现对设备的精细控制。例如,当塑料原料的特性发生变化时,智能化系统能够自动调整挤出机的温度和螺杆转速,确保物料的充分熔融和稳定输送。在切粒过程中,根据粒子的质量反馈,自动优化切刀速度和切刀与模具的间隙,提高切粒精度和质量稳定性。同时,智能化控制还具备故障预警功能,能够提前发现设备潜在的故障隐患,如电机异常发热、切刀过度磨损等,并及时发出警报,提醒操作人员进行维护保养,减少设备停机时间,提高生产效率。此外,通过物联网技术,智能化水下切粒机可以实现远程监控和操作,方便企业管理人员随时随地掌握设备的运行状况,进行生产调度和管理决策,推动塑料加工行业向智能化、高效化方向发展。水下切粒机的安全防护装置可有效避免操作人员受伤。东莞弹性体水下切粒机生产设备
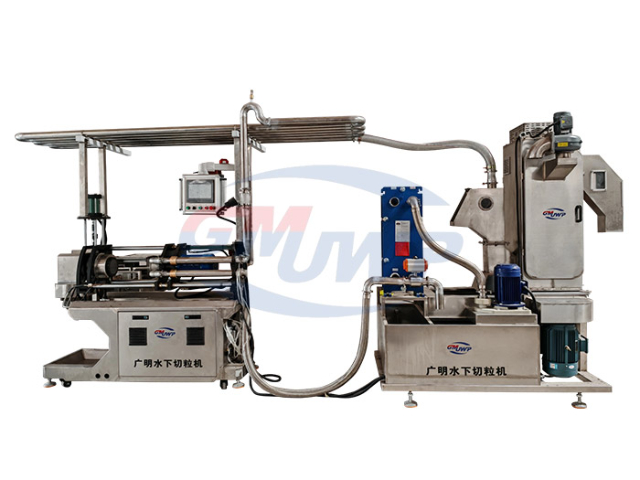
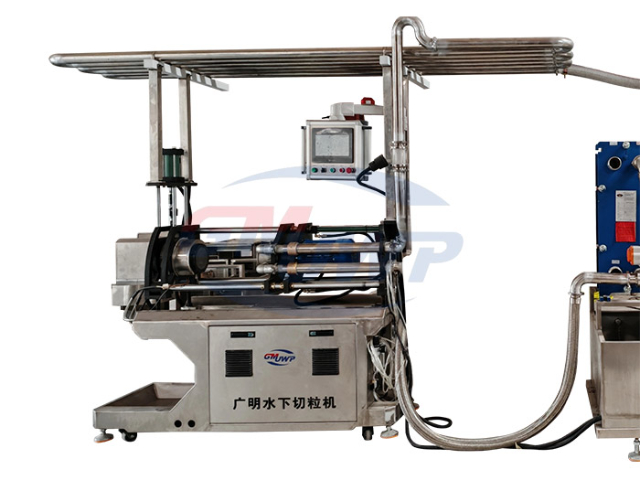
广明水下切粒机使用进口特种钢材,德国进口西门子控制系统PLC,采用ABB变频器,施耐德电器控制单元,操作简单,使用方便,运行可靠,容差,容错性强悍,可储存每种使用过的材料参数,下次生产时直接调入储存的参数便可即时使用,减少人工操作难度,提高生产效率,严格保持了产品的连续性和一致性.本机器采用新型透明水仓自动后滑式装置,水仓内置LED照明,能够直接清楚观察挤出物料切割成型的过程,能及时监测物料成品的变化或及时排除结块,堵孔,不出料等隐患,减少物料浪费,以用机器使用故障率.自动后滑式水仓极大的改善了生产工人操作直观性和可靠性,减小劳动强度,很大程度提高工作效率,节约人工成本,本机温度采用PLC温度模块控制,温度控制准确,误差小,能自动检测各项控制单元故障.机头采用轴向行星排列式加热管,功率集中度高,加热温差小,本机模板采用美国肯纳钨钢,坚硬耐磨,使用寿命普通塑料甚至能达到10年以上,气压万向式刀盘能自动调节刀、模平行度,在工作中实时调节刀盘压力,减少刀片磨损,和改善物料的美观性.本机集成度高、整机移动方便,可单机销售,可结合各类型挤出设备整合服务,方便客户结合自身条件,灵活配套生产,为客户节约成本,提高生产水平,减小工人劳动强度,提高产品质量.广东化工塑料水下切粒机供应商家水下切粒机的水过滤系统可净化循环水,避免杂质影响切粒质量。

水下切粒机的切刀材质种类金刚石涂层材料——金刚石涂层材料这种切刀是在硬质合金或高速钢等基体材料的表面涂覆一层金刚石薄膜。特点:金刚石涂层具有极高的硬度,是自然界中硬度比较高的物质。这使得切刀在切割塑料熔体时,能够轻松地切断各种高粘度、高硬度的塑料,并且刃口磨损极小。例如,对于一些填充有玻璃纤维等增强材料的塑料,金刚石涂层切刀可以有效地避免刃口的磨损。表面光滑,金刚石涂层切刀的表面粗糙度很低,在切割过程中能够减少塑料熔体与切刀之间的摩擦力,使切粒过程更加顺畅。同时,也有助于提高切出的塑料粒子的表面质量,减少粒子表面的划痕和毛刺。化学稳定性好,金刚石对大多数化学物质具有很强的耐受性,在切割含有各种添加剂的塑料熔体时,能够保持良好的性能。不过,金刚石涂层切刀的涂层厚度相对较薄,如果涂层受到损坏,可能会影响切刀的性能,并且其制造成本相对较高。
水下切粒机的故障诊断与排除——温度异常水下切粒机的温度异常会严重影响生产过程。如果挤出机机筒温度过高,可能会导致塑料物料过热分解,产生气体,使粒子内部出现气泡,影响产品质量。这种情况下,首先检查加热装置是否失控,如加热元件是否一直处于通电状态或温控器是否故障。同时,检查螺杆与物料的摩擦情况,若摩擦过大也可能导致温度升高,可适当调整螺杆转速或对螺杆进行润滑处理。相反,如果机筒温度过低,塑料物料无法充分熔融,会造成挤出困难,粒子形状不完整。此时应检查加热系统的供电是否正常,加热元件是否损坏,以及温度传感器是否准确显示温度。对于水循环系统的水温异常,水温过高可能是冷却能力不足,要检查冷却塔或制冷设备是否正常运行,水泵是否正常供水,水过滤器是否堵塞等;水温过低可能是制冷设备过度制冷或水温控制装置故障,需要相应地调整或维修。及时准确地诊断和排除温度异常故障,是保证水下切粒机稳定运行和产品质量的关键。水下切粒机的切粒质量与水温、水压之间存在密切关联。

水下切粒机的实际产量达不到设计产量要求。原因分析:挤出机的塑化能力不足,可能是螺杆的设计不合理,如螺槽深度、螺距等参数不适合所加工的塑料原料,导致物料不能充分熔融和均匀混合,影响挤出量。切刀的转速过低,无法及时将挤出的熔体切成粒子,限制了生产速度。塑料原料的流动性差,在挤出机内的输送阻力大,使物料的挤出速度减慢。这可能是由于原料的分子量分布过宽、添加剂的影响或原料未充分干燥等原因造成的。设备存在泄漏问题,如挤出机的料斗、机头、螺杆与机筒之间的密封处泄漏,导致物料损失,从而降低了实际产量。解决方法:优化螺杆的设计参数,根据塑料原料的特性选择合适的螺杆结构,如渐变型螺杆、突变型螺杆或分离型螺杆等,提高挤出机的塑化能力和输送效率。在保证切粒质量的前提下,适当提高切刀的转速,加快切粒速度。但要注意切刀转速过高可能会导致切粒质量下降。对塑料原料进行预处理,可采用添加润滑剂、增塑剂等方法来降低物料的粘度,提高其流动性。检查设备的密封情况,及时修复或更换损坏的密封件,确保设备无泄漏现象。定期对设备进行维护保养,检查各连接部位的紧固情况,防止因松动而导致泄漏。水下切粒机的噪音控制是衡量其性能优劣的一个指标。惠州出口水下切粒机生产企业
水下切粒机的切粒室内部压力需保持稳定,利于切粒顺利进行。东莞弹性体水下切粒机生产设备
粒子粘连问题表现:切出的粒子相互黏在一起,形成团状或串状。原因分析:水下切粒过程中,水循环系统的冷却效果不佳。水温过高或水流速度过慢,不能及时带走塑料熔体的热量,使粒子冷却不充分,在表面仍具有粘性时就相互接触并粘连。塑料原料的特性导致其粘性较大,如某些橡胶改性塑料或高熔体强度的聚合物。切粒机的切刀与模板之间的间隙不合理,可能使熔体挤出时受到不均匀的剪切力,部分熔体在切粒后仍处于高温高粘状态,容易粘连。解决方法:检查水循环系统,确保冷却水泵正常工作,水温控制在合适的范围内。一般对于大多数塑料,水温可控制在 5 - 30℃之间,根据具体原料进行调整。可增加冷却塔的制冷能力或加大水流量来提高冷却效果。对于粘性较大的原料,可考虑在配方中添加适量的润滑剂或脱模剂,降低粒子间的粘连性。或者调整切粒工艺参数,如适当提高切刀转速,加快切粒速度,减少粒子在水中的停留时间,降低粘连的可能性。重新调整切刀与模板的间隙,保证熔体挤出均匀、稳定,使粒子能够充分冷却定型。东莞弹性体水下切粒机生产设备