- 品牌
- 齐鲁利信
- 型号
- 齐全
- 可售卖地
- 全国
混合设备通常采用高速混合机或密炼机,通过强烈的剪切和摩擦作用,使各种原料充分分散和混合均匀。挤出成型:混合好的原料通过挤出机进行挤出成型。在挤出机中,原料被加热和压缩,形成熔融状态。然后,通过挤出头挤出成所需的板材形状。挤出过程中,可以根据需要添加发泡剂,使板材产泡结构,从而提高板材的轻质性和隔音隔热性能。成型冷却:挤出的板材经过冷却设备进行快速冷却,以固化和稳定板材的形状和结构。冷却设备通常采用风冷或水冷方式,通过强制对流或传导作用,将板材表面的热量迅速带走,使板材迅速降温并定型。利信塑业顺利通过质量管理体系认证,为产品质量提供了实质、可靠性的验证。烟台PVC工装板

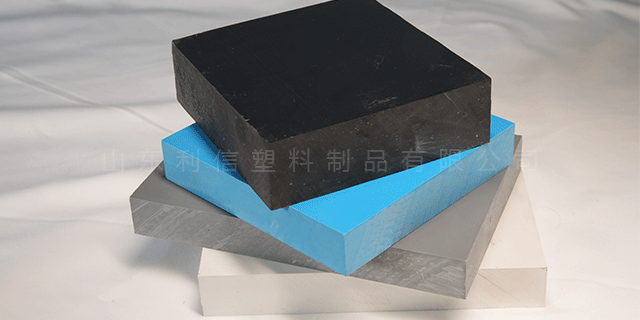
热熔粘合具有粘合强度高、固化速度快等优点,适用于需要快速固化和承受较大荷载的场合。但热熔粘合需要专业的设备和操作技巧,且热熔胶的成本相对较高。喷漆是将涂料均匀喷洒在PVC工装板表面的过程。通过喷漆,可以改变板材的颜色、光泽度和质感,提升板材的美观性和装饰性。PVC工装板的喷漆工艺通常包括底漆处理、面漆喷涂和烘干固化等步骤。底漆处理是为了增强板材与面漆之间的附着力,同时填补板材表面的微小缺陷。底漆通常选择具有良好附着力和填充性能的涂料,如环氧底漆、聚氨酯底漆等。底漆处理需要均匀涂抹,并确保干燥完全。烟台PVC工装板利信塑料PVC板材采用挤出工艺,无水纹、无气泡。
PVC具有优良的物理和化学性能。它具有较高的机械强度,能够承受一定的荷载和冲击力;同时,它还具有良好的耐候性和耐腐蚀性,能够抵抗多种化学物质和气候条件的侵蚀。此外,PVC还具有优良的绝缘性能和阻燃性能,能够在一定程度上阻止火势的蔓延。这些性能使得PVC成为制作工装板的理想材料。PVC工装板的生产流程主要包括原材料准备、配料与混合、挤出成型、冷却定型、切割与包装等步骤。在这个过程中,原材料的选择对较终产品的性能和质量具有至关重要的影响。PVC工装板的主要原材料包括PVC树脂、增塑剂、稳定剂、润滑剂、填料等。
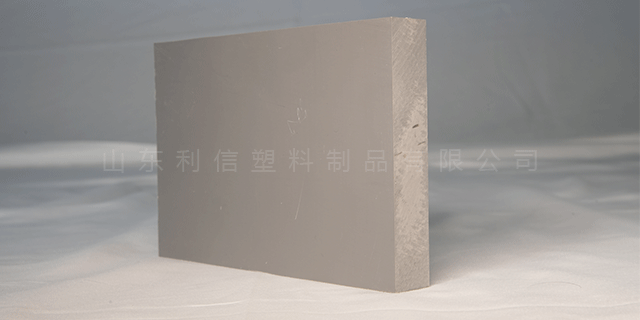
2050mm×3050mm:这种大尺寸的PVC工装板通常用于需要大面积覆盖的场景,如建筑外墙装饰、大型展览展示等。其宽广的面积使得安装更加便捷,减少了接缝,提高了整体美观度。PVC工装板的厚度范围广阔,从1mm到32mm不等,具体厚度取决于应用领域和需求。用于广告制作的PVC工装板通常较薄,以便于切割和打印;而用于建筑装饰和工业包装的PVC工装板则可能较厚,以提高耐用性和承载能力。除了标准尺寸外,PVC工装板还可以根据客户的具体需求进行定制。这种定制化的服务使得PVC工装板能够更好地适应各种复杂的应用场景。山东利信践行厚道儒商精神,加强贸易台作,拓展行业市场。
耐腐蚀:PVC工装板具有优良的耐腐蚀性能,能够抵抗酸、碱、盐等化学物质的侵蚀。易加工:PVC工装板易于切割、钻孔、弯曲等加工操作,能够满足各种工装设备和环境的需求。耐候性好:PVC工装板具有良好的耐候性能,能够抵御紫外线、高温、潮湿等恶劣环境的侵蚀,保持其性能和外观的稳定。PVC工装板作为一种塑料板材,其表面平整光滑,易于油墨的附着和固化。同时,PVC工装板具有优良的耐腐蚀性能和耐候性能,能够承受UV印刷过程中油墨的腐蚀和紫外线的照射,不会因印刷过程而损坏或变形。因此,从材质角度来看,PVC工装板与UV印刷具有良好的适配性。山东利信经过数年的不懈努力并引进国内先进设备和齐全检测系统。江苏PVC工装板
利信塑业已成功实现高标准、自动化生产,精工制造精益求精。烟台PVC工装板
原材料检测:对PVC树脂和各种助剂进行质量检测,确保其符合预定的品质要求。检测内容包括分子量、粘度、热稳定性、含水量等指标。混合均匀性检测:对混合后的物料进行均匀性检测,确保其各种成分分布均匀。检测可采用显微镜观察、化学分析等方法。挤出温度与压力监控:在挤出过程中,需对挤出机的温度和压力进行实时监控,以确保其控制在适当的范围内。可采用温度传感器和压力传感器进行监测。板材品质检测:对冷却定型后的板材进行品质检测,包括尺寸、厚度、平整度、光洁度、颜色等方面。检测可采用测量工具、光学仪器等方法。烟台PVC工装板
- 烟台PVC工装板 2026-02-08
- 贵州硬质PVC工装板定做 2026-02-08
- 江苏硬质PVC工装板定做 2026-02-08
- 德州PVC工装板厂家 2026-02-07
- 湖南PVC工装板价格 2026-02-04
- 菏泽硬质PVC工装板定制 2026-02-04
- 陕西硬质PVC工装板多少钱一平方 2026-02-03
- 内蒙古硬质PVC工装板多少钱 2026-01-30
- 日照PVC工装板多少钱一平方 2026-01-30
- 上海硬质PVC工装板定制 2026-01-28
- 广东硬质PVC工装板定制 2026-01-28
- 甘肃硬质PVC工装板定制颜色 2026-01-21