- 品牌
- 齐鲁利信
- 型号
- 齐全
- 可售卖地
- 全国
混合后的物料需要冷却至一定温度后才能进行挤出成型。挤出成型是PVC工装板生产中较关键的一步。在这个过程中,混合后的物料被送入挤出机中,通过螺杆的挤压作用将物料塑化并挤出成连续的板材。挤出机的温度、压力和速度等参数对较终产品的质量和性能具有重要影响。因此,在生产过程中需要严格控制这些参数以确保产品的稳定性和一致性。挤出的板材需要立即进行冷却定型以防止其变形或开裂。这个过程通常通过三辊压光机或水冷却装置来实现。冷却后的板材需要经过切割和包装等后续处理才能成为较终产品。利信塑业有着丰富的行业生产加工经验,给与客户相应的产品建议。中山硬质PVC工装板
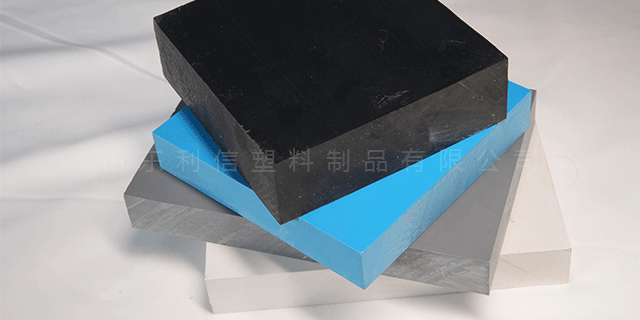
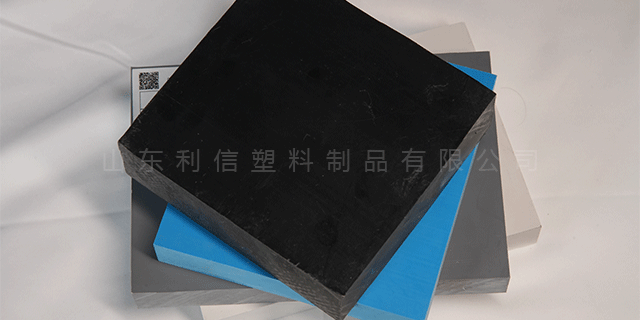
白色是PVC工装板中较常见的基础色彩之一。它简洁、明亮,易于搭配各种装饰风格。白色PVC工装板广阔应用于洁净室、实验室等需要保持高洁净度的场所,因为白色能够反射光线,减少尘埃的积聚,同时给人以清新、整洁的感觉。灰色是另一种常见的基础色彩,它介于黑色和白色之间,具有低调、沉稳的特点。灰色PVC工装板常用于工业厂房、仓库等场所,因为它既不过于张扬,也不过于沉闷,能够很好地融入工业环境,同时具有一定的耐脏性。黑色PVC工装板以其稳重、品质的外观而受到青睐。它常用于品质商业场所、展厅等需要展现奢华、稳重氛围的场合。黑色PVC工装板还具有良好的隐蔽性,能够隐藏一些不必要的细节,使整体设计更加简洁、大气。泰安PVC工装板利信塑业拥有十几条先进的板材生产线,年生产能力达20000吨。
其原料PVC树脂本身具有一定的阻燃性,且在加工过程中可以添加适量的阻燃剂,进一步提高板材的防火性能。因此,PVC结皮发泡板在燃烧时不易产生有毒烟雾和火焰蔓延,能够有效地降低火灾风险。这种性能使得PVC结皮发泡板在公共场所、高层建筑等需要严格防火要求的场所得到广阔应用。PVC结皮发泡板具有良好的易加工性。其质地柔软、易于切割、钻孔、粘贴等加工处理。这种性能使得PVC结皮发泡板在加工过程中能够节省大量的时间和成本,提高生产效率。同时,易加工性也使得PVC结皮发泡板能够满足不同领域对板材形状、尺寸和性能的需求,具有广阔的应用前景。
填料的用量也需要在一定范围内进行控制以确保板材具有稳定的性能和良好的加工性。PVC工装板的截面纹理通常呈现出一种独特的蜂窝状结构,这种结构在视觉上给人一种规则而有序的美感。具体来说,截面纹理的特征可以归纳为以下几点:蜂窝状结构:PVC工装板的截面纹理较为明显的特征就是其蜂窝状的结构。这种结构由许多六边形或近似六边形的小单元组成,它们紧密排列在一起,形成了一种类似于蜂窝的图案。这种结构不仅美观,而且有助于提高板材的强度和稳定性。山东利信不断得到广大客户的信赖和认可,开拓创新。
挤出成型是PVC工装板制作的关键环节。在挤出机中,混合好的物料被加热至熔融状态,并通过螺杆的挤压作用形成连续的板材。挤出机的螺杆结构、转速、温度等参数对板材的品质具有重要影响。螺杆结构需根据物料的特性和挤出机的型号进行合理设计,以确保物料在挤出过程中能够充分塑化和均匀分布。螺杆转速需根据挤出量和板材品质进行调整,转速过高可能导致物料过热和降解,转速过低则可能影响挤出效率和板材的均匀性。挤出温度需控制在适当的范围内,以确保物料能够顺利熔融和挤出,同时避免过热和降解现象的发生。山东利信建立了科学的质量体系制度。中山硬质PVC工装板
山东利信践行厚道儒商精神,加强贸易台作,拓展行业市场。中山硬质PVC工装板
混合设备通常采用高速混合机或密炼机,通过强烈的剪切和摩擦作用,使各种原料充分分散和混合均匀。挤出成型:混合好的原料通过挤出机进行挤出成型。在挤出机中,原料被加热和压缩,形成熔融状态。然后,通过挤出头挤出成所需的板材形状。挤出过程中,可以根据需要添加发泡剂,使板材产泡结构,从而提高板材的轻质性和隔音隔热性能。成型冷却:挤出的板材经过冷却设备进行快速冷却,以固化和稳定板材的形状和结构。冷却设备通常采用风冷或水冷方式,通过强制对流或传导作用,将板材表面的热量迅速带走,使板材迅速降温并定型。中山硬质PVC工装板
- 聊城pvc工装板生产 2026-03-17
- 中山硬质PVC工装板 2026-03-17
- 珠三角PVC工装板定制尺寸 2026-03-16
- 惠州PVC工装板 2026-03-14
- 珠海PVC工装板 2026-03-13
- 珠海硬质PVC工装板批发 2026-03-12
- 惠州硬质PVC工装板多少钱一平方 2026-03-11
- 长三角PVC工装板多少钱 2026-03-11
- 广州PVC工装板厂家 2026-03-11
- 北京PVC工装板厂家 2026-03-10
- 广州硬质PVC工装板定制 2026-03-09
- 湖南PVC工装板 2026-03-08