- 品牌
- 华睿源,麒智,依可萌,橙果工厂
- 公司名称
- 青岛华睿源科技有限公司
- 维修设备类型
- 所有设备
- 服务内容
- 设备全生命周期管理
- 工作时间
- 7*24小时
- 可否定做
- 可以
- 新旧程度
- 全新
- 售后服务
- 全国联保
- 适用星级
- 所有星级
- 设备所在地
- 浙江,北京,上海,广州,杭州,大连,四川,天津,重庆,山西,陕西,山东,甘肃,安徽,贵州,全国
在制造业迈向智能制造的征途中,设备管理系统作为连接物理世界与数字孪生的桥梁,发挥着不可替代的作用。该系统通过实时采集设备数据,构建设备的数字模型,实现了对设备运行的深度洞察与精细控制。它不仅能够优化生产流程,提高生产效率,还能通过预测性维护减少故障停机时间,降低维护成本。随着制造业对智能化、柔性化生产需求的日益增长,设备管理系统正成为推动制造业转型升级的重要驱动力。设备管理系统的创新应用不仅局限于传统的设备监控与维护领域,它正逐步渗透到企业数字化转型的各个环节。通过与企业资源计划(ERP)、制造执行系统(MES)等信息化系统的深度集成,设备管理系统能够为企业提供***的生产数据支持,助力企业实现生产过程的可视化、透明化。同时,借助云计算、大数据等先进技术,系统还能为企业提供智能决策支持,帮助企业优化资源配置,提升市场竞争力。物联网还可以实现对原材料和产品的追踪和管理,确保供应链的透明度和可持续性。青岛智能设备管理系统专业版

设备管理系统的技术特点主要体现在以下几个方面,这些特点共同构成了现代设备管理系统的**优势:1.智能化与自动化技术特点:智能监控与预警:通过集成物联网(IoT)技术,设备管理系统能够实时收集设备的运行数据,利用大数据分析技术进行智能分析,预测设备故障,提前发出预警,避免非计划停机,提高设备的可靠性和稳定性。自动调度与维修:系统能够根据设备的运行状态和维修需求,自动调度维修资源,生成维修工单,并跟踪维修进度,确保维修工作的及时性和有效性。青岛起重设备管理系统随着企业规模的扩大和技术的不断进步,设备在企业的日常运营中扮演着越来越重要的角色。
四、提升决策支持与管理水平设备全生命周期管理系统提供了丰富的设备数据和管理报表,为企业决策提供了有力的支持。企业可以根据系统提供的数据,分析设备的运行状况、维护效果等,为设备选型、采购、维护等决策提供科学依据。同时,系统还可以帮助企业实现设备管理的标准化、流程化,提升整体管理水平。五、促进可持续发展与环境保护通过设备全生命周期管理系统,企业可以更加精细地控制设备的能源消耗和排放情况,实现绿色生产和环保目标。此外,系统还可以帮助企业优化设备布局和工艺流程,减少资源浪费和环境污染,为企业的可持续发展和环境保护贡献力量。综上所述,设备全生命周期管理系统对化工类企业具有***的优势,有助于提升企业的运营效率、降低成本、强化风险管理、提升决策支持水平以及促进可持续发展。因此,化工类企业应积极引入和应用设备全生命周期管理系统,以提升企业的竞争力和市场地位。
确保数据中心的稳定运行和信息安全。物流园区在物流园区中,设备管理系统可以应用于仓库、装卸区、运输车辆等场所的设备管理。系统可以实时监控仓库内的货架、叉车、堆高机等设备的运行状态和使用情况,提高仓库的运作效率;可以监控装卸区的装卸设备和运输车辆的运行情况,确保物流的顺畅和**;还可以对运输车辆进行定位和**管理,提高物流的透明度和可追溯性。设备管理系统作为园区智能化管理的新引擎,为园区的设备管理带来了**性的变化。通过实时监控、智能运维、设备使用统计与分析等功能的应用,设备管理系统不仅提高了设备的运行效率和可靠性,还降低了维护成本和管理难度。未来,随着技术的不断发展和创新应用的不断涌现,设备管理系统将在园区管理中发挥更加重要的作用。随着信息技术的不断发展,企业可以引入固定资产信息化管理系统,实现资产的数字化管理。

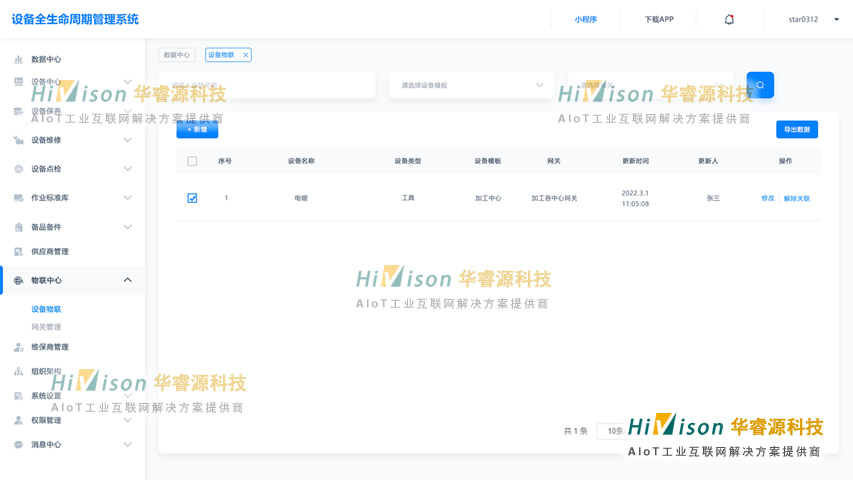
2.远程控制与管理技术特点:远程监控:用户可以通过互联网远程访问设备管理系统,实时查看设备的运行状态、工作参数等信息,实现对设备的远程监控。远程控制:系统支持对设备的远程控制功能,如调整设备运行参数、启动或停止设备等,提高了设备管理的便捷性和灵活性。3.数据集成与共享技术特点:数据集成:设备管理系统能够与企业内部的其他信息化系统(如ERP、MES等)进行无缝集成,实现数据的共享与协同工作,避免了信息孤岛现象。数据分析与报表:系统提供丰富的数据分析功能,能够生成各类统计报表,如设备运行状态报表、维修成本报表等,为企业决策提供有力支持。在未来的发展中,物联网还将与人工智能、大数据、云计算等技术进行深度融合,形成更加完善的智能制造体系。青岛资产与设备管理系统
随着技术的不断进步和应用场景的拓展,设备管理系统将继续发挥其独特优势,为企业创造更大的价值。青岛智能设备管理系统专业版
随着物联网、大数据、人工智能等技术的快速发展,设备管理系统正逐步向智能化方向迈进。智能化设备管理系统通过集成传感器、RFID等物联网技术,实现了对设备的远程监控与实时数据采集。结合大数据分析与机器学习算法,系统能够自动识别设备故障模式、预测维护需求,并智能调度维修资源,实现设备维护的精细化与高效化。智能化设备管理系统的应用,不仅提高了企业的设备管理水平和运营效率,还降低了维护成本,延长了设备使用寿命。同时,它还能够为企业创造更加安全、可靠的生产环境,提升企业的整体竞争力和市场地位。青岛智能设备管理系统专业版
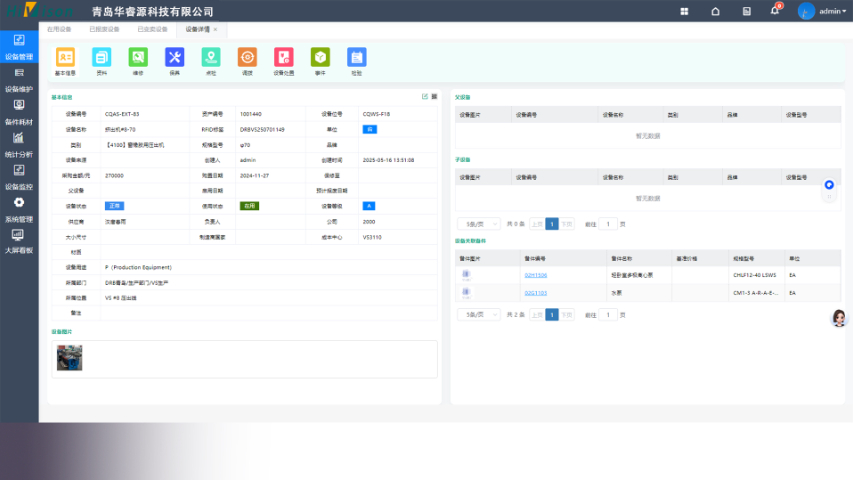
设备全生命周期管理的定义与范畴设备全生命周期管理(ELM)作为现代资产管理体系的重要组成,完整涵盖了从前期需求规划与选型采购、中期安装调试与运行维护到后期升级改造及报废处置的全过程闭环管理。该体系通过构建数据驱动的决策机制和智能化的管理手段,致力于实现延长设备服役年限、优化运维成本结构以及提升资产回报率(ROI)等多重战略目标。生命周期主要阶段规划与采购涉及设备需求分析论证、投资预算编制、供应商资质评估以及技术方案比选等关键环节。安装与调试包括设备到货验收、现场安装部署、性能参数测试及基础数据录入等标准化流程。运行与监控通过实时状态监测系统、能效管理平台和操作日志记录体系实现设备运行可视化。维...
- 青岛移动设备管理系统中标 2026-01-04
- 青岛设备管理系统供应商 2026-01-03
- 湖北生产设备管理系统 2026-01-03
- 化工设备管理系统设计 2026-01-03
- 浙江实验设备管理系统 2026-01-02
- 江苏机房设备管理系统 2026-01-01
- 医疗设备管理系统联系人 2025-12-30
- 青岛教学设备管理系统 2025-12-30
- 江苏机电设备管理系统 2025-12-29
- 青岛点检设备管理系统产业 2025-12-29


- 重庆大型设备管理系统服务商 2025-12-15
- 四川大型设备管理系统软件 2025-12-14
- 湖南建筑设备管理系统 2025-12-13
- 青岛点检设备管理系统功能 2025-12-13
- 青岛领值设备管理系统优点 2025-12-13
- 青岛石油设备管理系统 2025-12-12




- 淄博智能能源管控系统 01-04
- 青岛移动设备管理系统中标 01-04
- 青岛设备管理系统供应商 01-03
- 湖北生产设备管理系统 01-03
- 化工设备管理系统设计 01-03
- 威海企业能源管理系统服务 01-03
- 威海电力监控系统哪家好 01-02
- 济南企业能源管理系统公司 01-02
- 菏泽智能能耗管理系统多少钱 01-02
- 浙江实验设备管理系统 01-02