- 品牌
- 苏州正和铝业有限公司
- 型号
- 无
- 加工定制
- 是
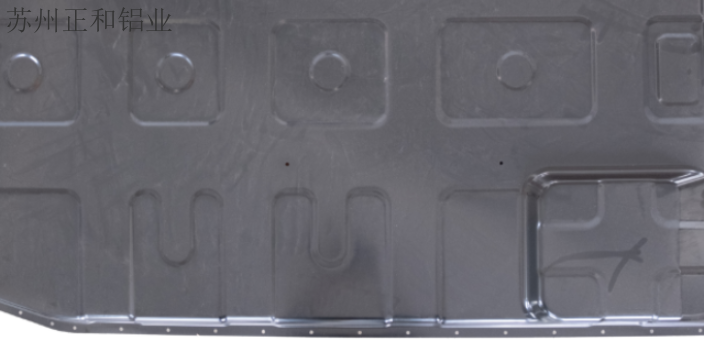
能够降低边框后侧的焊缝气密失效的风险。前安装梁21中设置两条沿前后延伸的安装梁流道23,其中一个为与进液主流道连通的进液安装梁流道,另一个为与出液主流道连通的出液安装梁流道,安装梁流道23的前端延伸至边框组件1,与边框组件1上设置的水嘴5连通。如图1和图6所示,安装梁流道23前端对应的边框组件1处设置开口朝向下方的u型槽,u型槽在边框组件1内侧焊接有竖直的挡板16,挡板16上设置有供水嘴5穿过的内孔,水嘴5焊接在挡板16的内孔中。边框组件1在u型槽内焊接有形状与u型槽吻合的u型堵板15,通过u型堵板15对边框组件1进行密封,能够防止车辆涉水时,外界水气进入边框组件1内部,对边框组件1进行锈蚀,并且设置u型堵板15还能够增加边框组件1在该出的结构强度。如图3和图5所示,作为一种推荐的实施方式,为了增强电池箱体的保温性能,边框型材中位于下方的主流道侧壁14略高于主体部分的底部,在液冷板31插接在边框组件1内后,液冷板31形成的底板3底面高于边框组件1的底面,因此在边框组件1内,电池托盘的底部形成有保温层容纳空间,本实施例中的电池箱体用在商用车中,该电池箱体底部与其他整车结构配合后,电池箱底部流通不畅。15.正和铝业专注于新能源电池包液冷解决方案!您身边的电池热管理**!江西圆柱形电池包电池壳工艺精湛

1996)GB/T26562自行式座驾工业车辆踏板的结构与布局踏板的结构与布置原则3托盘车类型托盘车的类型分为:a)手动起升电动行走步行式托盘车(图1);b)电动起升电动行走步行式托盘车(图2);c)电动起升电动行走站板式托盘车(站板可折叠)(图3);d)电动起升电动行走乘驾式(包括站驾式和坐驾式)托盘车(图4)。4技术要求托盘车作业的地面应坚硬、相对水平、表面平整。10827中规定的安全要求。**低高度小于或等于90mm。/h(不可调)或/h(可调);有护栏站板式托盘车无载运行速度不应大于/h;乘驾式托盘车无载运行速度不应大于/h。,在10min内货叉自然下滑量不大于10mm。。,行走电动机应采用不低于S230min工作制的电动机。电动机的绝缘等级均不低于F级。、站板、踏板应有防滑措施。、美观。油漆(或喷涂)应均匀,不应有裂纹、起皮、流挂及起泡等缺陷。漆膜的附着力不应低于GB/T9286中规定的2级质量要求。,当其动作幅度增大时,车辆的速度应增大;当速度控制装置被释放时,控制装置应能自动返回到中间位置(零位),车辆应停止运行。/T18849的规定。,制动器的作用应符合图5所示。。,其踏板的布置应符合GB/T26562的规定,当加速踏板踩下后应增大车速,制动踏板踩下后。上海特殊电池壳性价比高22.正和铝业有限公司是热管理行业的**,不仅做液冷方面的设计研发,也是液冷材料、部件和总成的供应商!
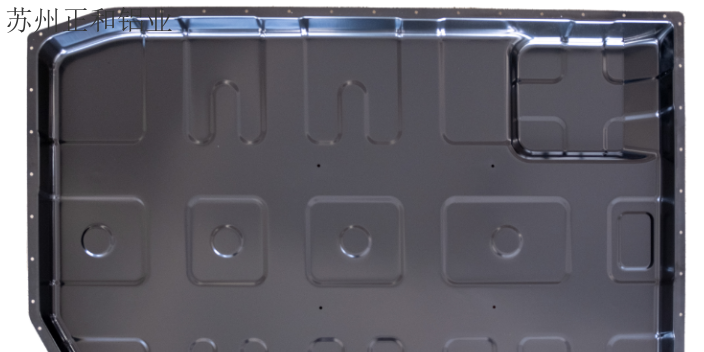
边框型材在主体部分的外侧具有形成安装脚13的外侧部分,在间隔裁去多余的外侧部分后,形成间隔布置的安装脚13,安装脚13侧面通过压铆、焊接设置有吊装螺母131,便于电池箱的运输。如图1、图4和图5所示,本实施例中底板3由三块液冷板31构成,三块液冷板31沿前后方向并排布置,液冷板31的左右两端分别插接在边框组件1的主流道侧壁14处,并通过主流道侧壁14的定位台阶对底板3在高度方向以及左右方向上进行定位。每块液冷板31中设置有多条沿左右方向延伸的副流道32,在液冷板31插入边框组件1内后,副流道32的左右两端分别与左边框11和右边框12的主流道19连通,底板3的在前后方向上的尺寸与主流道19的长度相同。通过底板3上设置的多条并列布置的副流道32进行分流,能够缩减冷却液的流经路径,避免了由于冷却回路过程导致的后端冷却液温度过高的现象,实现了整包温度平衡。电池托盘的前、后安装梁22分别安装在底板3的前后两侧,主要用于安装电池模组。如图1所示,后安装梁22与底板3的后侧紧贴,并对左、右边框12的主流道19的后端开口进行封堵,同时后安装梁22上表面与边框组件1的上表面平齐,因此也便于采用搅拌摩擦焊的方式与边框组件1焊接在一起。
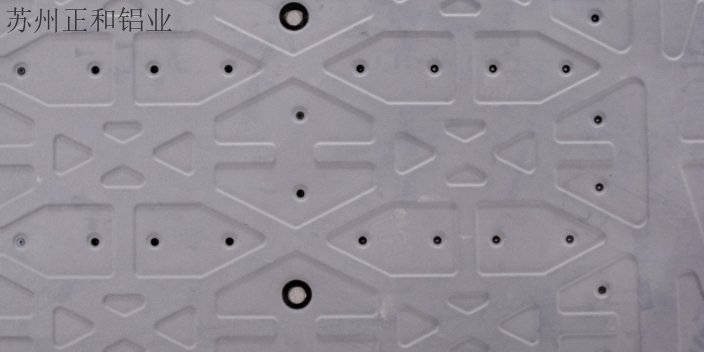
能够减少受力面积,增大摩擦力,具有防滑的特性,同时还能节能材料。具体的,侧架体11底端面是凸出于电池托盘本体10的内底部,之前在使用的过程中,磨损的位置是侧架体11的端面。耐磨块14嵌装在安装槽12内是采用间隙配合的方式安装。进一步的,镂空状结构包括横梁17和竖梁18,横梁17和竖梁18交叉形成有若干通孔19。在本实施例中,该结构主要是减少整个电池托盘本体10的重量,还具有很好的散热性。进一步的,电池托盘本体10上还设置有散热孔20和安装孔位21,散热孔20和安装孔位21均与所述通孔19相通。在本实施例中,散热孔20和安装孔位21均与通孔相通,以便于散热孔20的散热,使得以便于安装孔位21安装固定螺栓。进一步的,耐磨块14的高度为10mm。在本实施例中,耐磨块14的高度推荐为10mm,该高度能够保证耐磨块14的使用。进一步的,安装槽12和耐磨块14在电池托盘本体10底侧部的每侧数量均为2个。在本实施例中,该每侧数量能够保证各个位置受力均匀,保证使用性。进一步的,固定孔15为3个,固定孔15分别设置在耐磨块14的两端部和中部。在本实施例中,固定孔15分别设置在耐磨块14的两端部和中部,该三点固定结构具有很好的安装牢固性。进一步的,聚苯醚材料为ppo+20%gf材料。30.正和铝业有型材挤压加工线、冲压加工线、机加工线、自动焊接线!

苏州正和铝业有限公司,液冷设计开发,微信正和铝业Trumony圆柱锂电池壳体碳氢清洗机锂电池外壳碳氢清洗机品名圆柱锂电池壳体碳氢清洗机材质钢件,铝件尺寸可放入洗篮尺寸范围内前工序拉伸、冲压后工序组装/包装污渍加工油、颗粒(***于油性污渍)清洗效果满足客户清洗要求,检测标准由客户提出主要配置:.**300L/H蒸汽发生装置4.**300L/H蒸馏回收装置(100μm+10μm)6.真空循环过滤和喷淋系统(5μm)7.免维护导热油加热系统8.进口高效高真空度干式螺杆真空泵系统9.全自动废油/废液排出装置10.手动辊筒式进、出料架(进出料台左右各3个清洗篮工位,标配)11.西门子S7-1500系列总线控制系统12.远程设备诊断及参数设定功能,清洗班次数量统计13.预约开机功能流程说明:清洗介质:碳氢清洗剂清洗压力:-50~-95kpa清洗温度:40~85℃(可设定)清洗方式:洗篮可设定为固定/旋动/左右摆动+真空超声波(40KHz,2400W)清洗介质:碳氢清洗剂清洗槽压力:-40~-60kpa清洗温度:40~85℃(可设定)清洗方式:洗篮可设定为固定/转动/左右摆动+喷淋+真空干燥清洗介质:高温碳氢清洗剂蒸汽清洗槽压力:真空状态。电池托盘液冷设计、生产汽车动力电池包换热部件,选正和铝业就对了!上海动力电池壳加工
4.正和铝业,专注电池包电池壳液冷换热部件,以我们丰富的经验为您服务!江西圆柱形电池包电池壳工艺精湛
后安装梁通过搅拌摩擦焊的方式焊接在边框组件内侧,能够降低边框后侧的焊缝气密失效风险。进一步的,所述副流道为沿左右方向延伸的直流道,同一底板中的副流道在前后方向并列布置。通过多条并列布置的副流道进行分流,能够缩减冷却液的流经路径,避免了由于冷却回路过程导致的后端冷却液温度过高的现象,实现了整包温度平衡。进一步的,边框组件上与安装梁流道开口相对的部分设置开口朝向下方的u型槽,u型槽内设置有与安装梁流道连通的水嘴,边框组件在u型槽内焊接有形状与u型槽吻合的u型堵板对边框组件进行密封。通过u型堵板对边框组件进行密封,能够防止车辆涉水时,外界水气进入边框组件内部,对边框组件进行锈蚀。并且设置u型堵板还能够增加边框组件在该出的结构强度。进一步的,所述左边框和右边框上设置有安装脚,安装脚与左边框、右边框一体设置。进一步的,所述安装脚侧面设置有吊装螺母。便于对电池箱进行运输。进一步的,所述边框组件在与底板连接的连接处设置有定位台阶,底板通过定位台阶确定与边框组件在高度方向以及左右方向的位置。边框组件在与底板的连接处设置定位台阶,方便底板的安装和定位。进一步的,所述边框组件顶部设置有环绕边框组件的环形凸起。江西圆柱形电池包电池壳工艺精湛


- 北京特殊电池壳供应商家 2023-09-28
- 浙江阻燃率高电池壳设计 2023-09-28
- 江苏加工电池壳安装设计 2023-09-28
- 江苏冲压电池壳规格齐全 2023-09-28
- 云南特殊电池壳性价比高 2023-09-28
- 青海优势电池壳安装设计 2023-09-28
- 浙江实在电池壳加工 2023-09-28
- 山西优势电池壳 2023-09-28