- 品牌
- 苏州正和铝业有限公司
- 型号
- 定制
- 加工定制
- 是
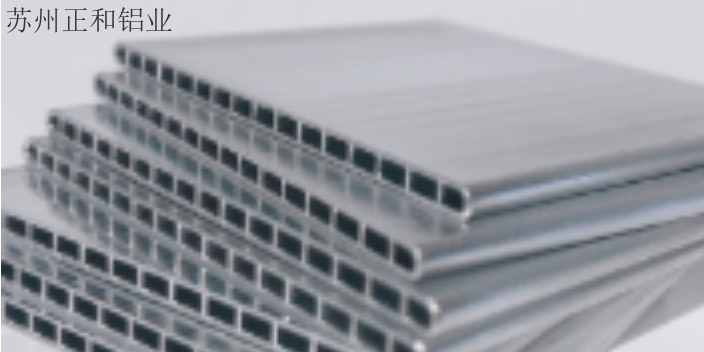
微通道铝扁管产品特点:1.重量轻2.良好的热导性能和导电性能3.良好的耐腐蚀性4.良好的成形和弯曲加工性能5.符合标准ROHS6.高循环再利用价值7.偏差范围小8.表面质量高微通道铝扁管(又称“平行流铝扁管”)是一种采用精炼铝棒、通过热挤压、经表面喷锌防腐处理,薄壁多孔扁形管状材料,主要应用于各种冷剂的空调系统中,作为承载新型环保制冷剂的管道零部件,采用新型环保制是新一代平行流微通道空调换热器的关键材料。微通道铝扁管散热器优点100%全铝,更耐电化学腐蚀制冷剂充注量可减少70%寿命长,恶劣环境下也能保持工作满足制造商高SEER和HSPF的要求热换效率比传统铜管翅片式至少高30%风阻可降低30%重量更轻,体积更小,高达50%~100%的铝,易回收,更环保100%焊接,性能衰减更小A-coil特有扁管折弯设计特有分配管设计保证制冷剂均匀分配特有翅片设计保证冷凝水排水顺畅微通道扁管 ,就选正和铝业,让您满意,期待您的光临!江苏个性化微通道扁管批量定制

微通道扁管通常并排分布在两个集流管4之间,且多个微通道扁管上下分布,若空气与微通道扁管内的介质进行换热,则相邻的两个微通道扁管限制了对方散热。上述实施例提供微通道扁管生产方法中,步骤S03中切割安装让位缺口31后还包括步骤:在连接桥3上开设通孔32。这样,改变了气流方向,加强了气流间交涉,增加了空气与微通道扁管之间的换热面积,有效提高了换热效率。对于通孔32的数目和大小可根据实际需要进行设置。为了便于设置,可优先选择通孔32呈长方形、圆形、椭圆形或者菱形。上述实施例提供的微通道扁管生产方法中,在连接桥3的两端切割安装让位缺口31,存在多种方式。如图1所示,优先选择自连接桥3的两端,沿连接桥3的中间线L1切割预设长度,再沿垂直于连接桥3的中间线L1的直线L2进行切割,形成翻边;将翻边向与其相连的单排扁管2翻卷,并固定在单排扁管2上。甘肃液冷微通道扁管货源充足正和铝业是一家专业提供微通道扁管 的公司,欢迎您的来电哦!

微通道扁管。背景技术:微通道换热器是利用精密加工技术和微加工技术生产制造的通道当量直径在10μm-1000μm之间的微型散热器。由于微通道的尺寸效应,单位体积传热面积高,使得微通道换热器相比于传统换热器具有很高的换热效率。目前铝合金微通道扁管在市场上有两种生产制造方式:一种是通过铝合金杆为原料采用连续挤压形成扁管;另一种是以***铝合金圆锭为原料采用分流焊合挤压工艺成形,在该工艺中,金属坯料被分流孔分流后,在焊合室中进行重新焊合形成封闭截面,而后从芯棒和凹模的工作带挤出成为管材。两种生产方法相比,前一种方法得到的扁管通常耐腐蚀性能较差;后一种方法中,金属经历了一个固态焊合过程,焊合位置力学性能不够稳定。技术实现要素:本实用新型的目的在于提供一种微通道扁管,其耐腐蚀性能强并且力学性能稳定。
微通道铝扁管的制作工艺:1、模具设计和加工技术能力:主要包括极低挤压突破力和极高尺寸精度及特殊成型能力和拥有极强耐磨性能热挤压模具的设计、制造技术;模具内壁耐磨、耐热、超润滑技术的充分应用;单台多支共挤模具多点温度精密控制技术等。2、挤压工艺控制技术能力:主要包括挤压机模筒恒温加热、等速挤压技术;铸棒的梯度加热技术;多孔微超薄壁均衡挤压、热能消除及保持所有环节不产生产品变形的因素和产品缺陷的技术;单台多支产品收排卷装置和同步控制技术等。昆山质量好的微通道扁管的公司。
由于微通道铝管技术含量高,生产难度极大,小品种宽度为12mm,厚度1mm,却要有12-16个孔。其难点主要体现在以下6个方面:1.超大挤压比挤压比是指材料热挤压前的断面积同挤压后的断面积之间的比例,一般情况下在8~50倍,而微通道铝管断面积为4px2 左右,挤压比要达到400倍以上,是铝挤压极限工艺的8倍多。2.超高尺寸精度微通道铝管尺寸精度远高于《铝及铝合金研究要热挤压管》国家标准。按国家标准,典型品种宽度16mm尺寸偏差为±0.3mm,而微通道铝管宽度尺寸偏差为±0.03mm,要求高的甚至需提高到±0.01~±0.02mm。正和铝业为您提供微通道扁管 ,有想法的可以来电咨询!湖南定制微通道扁管设计
微通道扁管 ,就选正和铝业,用户的信赖之选,有想法可以来我司咨询!江苏个性化微通道扁管批量定制
同时,本发明实施例提供的微通道扁管生产方法,较简单,有效提高了微通道扁管的生产效率;采用单块板1制作而成,也较节省材料;而且隔板与单排扁管2的材质相同,质量更加稳定,使用寿命较长。需要说明的是,隔板与单排扁管2的内壁通过助焊剂高温焊接相连,折叠过程中其他的连接处也均由助焊剂高温焊接。为了便于微通道扁管的使用,上述实施例提供的微通道扁管生产方法中,步骤S03中切割安装让位缺口31后还包括步骤:将单排扁管2的端口做成渐缩口21,且渐缩口21向其开口渐缩。这样,单排扁管2的端口为渐缩口21,便于将单排扁管2插入到集流管4内,从而方便了微通道扁管的使用。对于渐缩口21的收缩程度,需要根据实际需要进行设置,本发明实施例对此不做限定。江苏个性化微通道扁管批量定制


- 广东液冷微通道扁管生产 2024-07-11
- 内蒙古动力电池包微通道扁管价格 2024-07-11
- 辽宁品质微通道扁管价格合理 2024-07-11
- 甘肃加工微通道扁管规格齐全 2024-07-11
- 重庆储能电池包微通道扁管生产 2024-07-11
- 江西品质微通道扁管生厂制造商 2024-07-11
- 安徽认可微通道扁管量大从优 2024-07-11
- 广西摩擦搅拌焊微通道扁管销售 2024-07-11



