- 品牌
- 苏州正和铝业有限公司
- 型号
- 定制
- 加工定制
- 是
固化完毕灌封件应随加热设备同步缓慢降温,多方面减少、调节制件内应力分布状况,可避免制件表面产生缩孔、凹陷甚至开裂现象。对灌封料固化条件的制订,还要参照灌封器件内元件的排布、饱满程度及制件大小、形状、单只灌封量等。对单只灌封量较大而封埋元件较少的,适当地降低凝胶预固化温度并延长时间是完全必要的。2)固化物表面不良或局部不固化其主要原因是计量或混合装置失灵、生产人员操作失误;A组分长时间存放出现沉淀,用前未能充分搅拌均匀,造成树脂和固化剂实际比例失调;B组分长时间敞口存放、吸湿失效;高潮湿季节灌封件未及时进入固化程序,物件表面吸湿。总之,要获得一个良好的灌封产品,灌封及固化工艺的确是一个值得高度重视的问题。影响灌封工艺性的因素环氧灌封材料应具有较好的流动性和较长的适用期,同时粘度要适中,避免在胶液流动过程中造成填料的沉降。促进剂对凝胶时间的影响,环氧树脂常温下粘度很大,与METHPA液体酸酐固化剂混合可有效降低树脂粘度,但酸酐固化剂在固化环氧树脂时反应活化能很大,需要高温固化。叔胺类促进剂可以有效地提高环氧树脂的活性,使固化体系在较低的固化温度和较短的固化时间内获得良好的综合性能。正和铝业专注于电池包热管理,液冷设计开发!四川液冷板
近日,中国一汽首台燃料电池车用动力电池包生准下线,完成所有电性能、热性能、机械性能下线检测项目。至此,中国一汽已具备48V、HEV、PHEV、EV、FCEV等全部新能源汽车类型的动力电池总成的研发实力。红旗H5-FCEV样车目前,燃料电池汽车的发展前景广阔。燃料电池具有发电效率高、零排放、无污染、比能量高、噪音低、可靠性高等优点。中国一汽紧跟行业发展趋势,在2017年已经开展红旗H5燃料电池汽车的研发工作,此次红旗H5燃料电池汽车动力电池包总成成功研发下线,标志着中国一汽红旗品牌在全力进军新能源汽车领域已经做好了技术储备。据悉,红旗H5燃料电池汽车将在今年年底进行实地示范运行。苏州正和铝业有限公司创建于2017年,“帮助科技落地、帮助客户成功”是我们的奋斗使命,“坚持绿色发展理念,为全球碳中和目标持续不断的贡献自己的力量”是我们的长期愿景,“以客户为中心、以奋斗者为本、立足传统拥抱变化、和谐发展”是我们始终坚持的价值观。目前公司已经通过ISO9001和TS16949等质量管理体系,以精益化的生产管理、严格稳定的质量体系和顾问式的市场服务,给客户带去真正的价值。中国香港个性化液冷板按需定制正和提供Trumony定制追求品质液冷板!

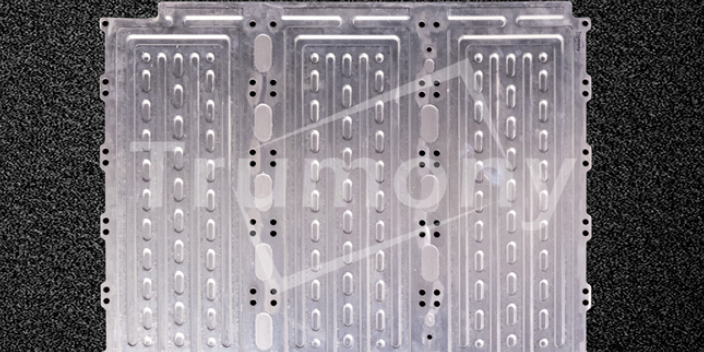
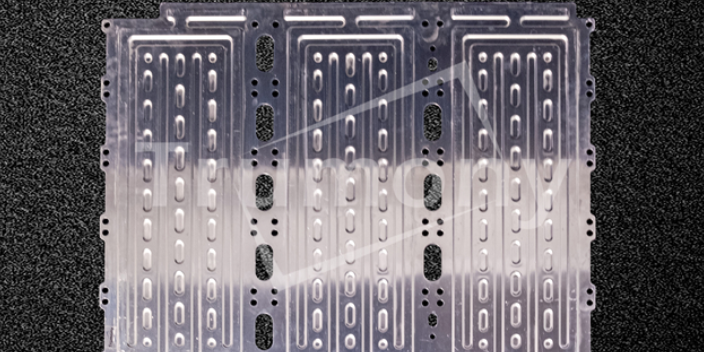
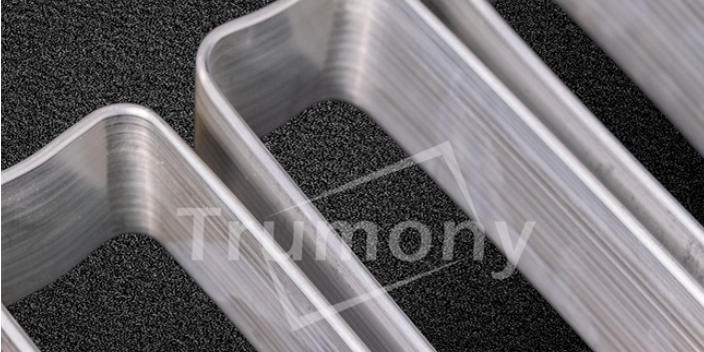
方形电池液冷方案水冷板液冷板主要采用冲压钎焊工艺生产,内部流道内通水和乙二醇的混合液,按照一定的流速和压力进行流动,从而与电池的热量进行交换,相对来说,液冷板具有生产工艺简化、焊接强度高、寿命长,流道设计灵活等优点,被广泛应用于方形电池和柔性电池包的换热。圆柱电芯液冷方案蛇形弯管液冷弯管主要采用挤压成型工艺生产,内部流道内通水和乙二醇的混合液,按照一定的流速和压力进行流动,从而与电池的热量进行交换,相对来说,液冷弯管具有接触面积大、可以侧面换热、寿命长,气密性好等优点,被广泛应用于各类圆柱电芯换热(如18650、21700、34200、38260、4680、4695等)
这也是树脂制备过程需要考虑的重要问题。树脂快速注射技术RTM成型过程中,树脂注射时间的减少可通过增加树脂注射口、提高树脂注射压力的方法实现。增加树脂注射口可在不提升压力的情况下有效提升树脂的注射速度。然而采用多注射口进行成型时,不同浇注口的树脂流动锋面在融合过程中可能导致气泡的形成,从而需要控制注射口的开启时间与压力来减少气泡的产生。近年来,高压RTM(HP-RTM)技术在RTM的快速成型中得到***应用。树脂注射压力较大(2MPa以上),因而易于实现树脂快速充满模腔的过程,同时也能改善树脂在增强纤维中的浸渍效果,减少制品中孔隙的出现,获得表面质量优异的制品。RIM制品表面质量好、成型周期短、生产成本低、可以生产大尺寸部件。RRIM制品用于制作汽车保险杠、仪表盘,**度RRIM制品还可以用作汽车的结构材料、承载料。热压成型技术热压成型工艺是在一定的温度与压力下,树脂基体发生熔融流动,重新浸渍纤维,从而制备一定形状的复合材料零件。热压成型工艺具有较短的成型周期,易于实现自动化生产过程,可使用传统金属板料成型设备,同时适用于热塑性复合材料的低成本制造过程。正和铝业可以向客户提供新能源汽车电池包相关联的产品如液冷板、导热凝胶、导热结构胶、导热界面材料!

乙烯酯树脂(VinylEster),不饱和聚酯树脂(UnsaturatedPloyester),酚醛树脂(Phenolic);热塑性树脂(Thermoplastic):PE,PP,PVC,PA;成型工艺,是将原材料转化为结构件的关键工艺步骤,复合材料在汽车上的应用离不开成型工艺的发展。碳纤维复合材料的加工成型工艺很多,不同的成型加工技术对制品的性能会带来较大的影响。目前常用的车用碳纤维复合材料加工成型工艺主要有:手糊成型(HandLaying-up)、喷射成型(SprayMoulding)、团状模塑料(DoughMoldingCompound,DMC)成型、片状模塑料(SheetMoldingCompound,SMC)成型、层压成型(LaminationProcess)、树脂传递模塑成型(ResinTransferMolding,RTM)、缠绕成型(WindingProcess)、反应注射成型(ReactionInjectionMolding,RIM)和拉挤成型(PultrusionProcess)等。常见工艺过程,连续纤维增强复合材料的材料成型一般与制品的成型同时完成,再辅以少量的切削加工和连接即成成品。随机分布短纤维增强塑料可先制成各种形式的预混料,然后进行挤压、模塑成型。汽车工业应优先采用模压(CompressionMoulding)成型工艺,如长纤维增强热塑性塑料(LongFiberReinforcedThermoplastics,LFT)技术,特别是新兴的RTM工艺。苏州正和铝业欢迎您咨询液冷板商务合作!浙江摩擦搅拌焊液冷板图纸
正和铝业为您提供液冷设计开发服务及定制产品!四川液冷板
关于技术工艺,正和想要分享,升温速度慢,在钎料的固-液相线温度区间停留时间长,在真空环境下钎料低熔点组分和蒸汽压大的组元挥发严重,余下的钎料组分的熔点升高保持固态不熔,钎焊不上。这与钎焊工装热容量大时出现的情况是一样的。而对于零件的平面度,在这个阶段快速升温也是允许的。在500℃时应力已经释放完毕,铝合金的再结晶温度低于500℃,500℃以上时铝合金的塑性好,热应力容易释放。在模拟试件钎焊实验时,在400℃保温30min而后快速升温至600℃保温25min,比直接升至600℃的钎焊效果好。进一步的实验结果是在450℃停留30min,而后10℃·min-1升至620℃钎焊的某零件完全合格。、铝合金真空钎焊保温一般将保温温度控制在低于母材固相线温度而高于钎料液相线温度,温度过高,易产生母材熔蚀缺点,温度过低易出现钎焊强度低,甚至钎料不全熔。钎焊保温时间以工件达到钎料液相线温度以后2min左右为宜,保温时间过短,钎焊缝不饱满圆滑甚至钎料不完全熔化;保温时间过长,则出现钎料漫流或漏焊。保温时间的长短受零件和工装的热容量的影响,热容量大保温时间长些。不同的零件和装炉量的真空钎焊需要实验筛选出钎焊保温时间。、铝合金真空钎焊冷却钎焊保温时间不宜太长,保温结束后需要快速冷却。四川液冷板
苏州正和铝业有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的汽摩及配件中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身不努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同苏州正和铝业供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!

- 西藏钎焊液冷板 2024-07-02
- 浙江质量液冷板价格合理 2024-07-02
- 河北动力电池包液冷板厂家 2024-07-02
- 中国澳门6061液冷板销售 2024-07-02
- 贵州放心选液冷板供应商家 2024-07-02
- 中国香港底面换热液冷板价格合理 2024-07-02
- 山东冲压液冷板交期 2024-07-02
- 苏州加工液冷板仿真 2024-07-02