- 品牌
- 苏州正和铝业有限公司
- 型号
- 定制
- 加工定制
- 是
近年来,随着新能源车辆的大力发展,车载电池的性能要求也随之提高。现有技术中,动力电池包一般包括多个依次排列的单体电池,即在组装动力电池包时,需要先将电芯组装成单体电池,再将单体电池依次排列后组成动力电池包,组装过程繁琐,组装工序复杂,增加了人力、物力成本。技术实现要素:本发明的目的在于提供一种动力电池包,节省了单体电池的组装过程,结构简单,简化了组装工序,提高了组装效率。如上构思,本发明所采用的技术方案是:一种动力电池包,包括:壳体,在所述壳体沿***方向的两个端面中至少一个端面设置有开口,所述壳体内沿第二方向间隔设置有多个隔板,所述第二方向垂直于所述***方向,多个所述隔板将所述壳体内部分为多个容纳腔;芯包,所述芯包的数量与所述容纳腔的数量相对应,所述芯包设置于所述容纳腔内;顶盖组件,所述开口通过所述顶盖组件封闭,所述芯包的正极极耳和负极极耳与所述顶盖组件连接。作为一种动力电池包的推荐方案,每个所述隔板上均开设有沿所述***方向延伸的散热通道。作为一种动力电池包的推荐方案,所述动力电池包还包括散热管,所述散热管依次穿设于每个所述散热通道内,且所述散热管内能够通入冷却液。苏州正和制造提供配套液冷板!河北优势液冷板按需定制

这也是树脂制备过程需要考虑的重要问题。树脂快速注射技术RTM成型过程中,树脂注射时间的减少可通过增加树脂注射口、提高树脂注射压力的方法实现。增加树脂注射口可在不提升压力的情况下有效提升树脂的注射速度。然而采用多注射口进行成型时,不同浇注口的树脂流动锋面在融合过程中可能导致气泡的形成,从而需要控制注射口的开启时间与压力来减少气泡的产生。近年来,高压RTM(HP-RTM)技术在RTM的快速成型中得到***应用。树脂注射压力较大(2MPa以上),因而易于实现树脂快速充满模腔的过程,同时也能改善树脂在增强纤维中的浸渍效果,减少制品中孔隙的出现,获得表面质量优异的制品。RIM制品表面质量好、成型周期短、生产成本低、可以生产大尺寸部件。RRIM制品用于制作汽车保险杠、仪表盘,**度RRIM制品还可以用作汽车的结构材料、承载料。热压成型技术热压成型工艺是在一定的温度与压力下,树脂基体发生熔融流动,重新浸渍纤维,从而制备一定形状的复合材料零件。热压成型工艺具有较短的成型周期,易于实现自动化生产过程,可使用传统金属板料成型设备,同时适用于热塑性复合材料的低成本制造过程。福建高频焊液冷板价格合理正和提供Trumony开发配套液冷板!

乙烯酯树脂(VinylEster),不饱和聚酯树脂(UnsaturatedPloyester),酚醛树脂(Phenolic);热塑性树脂(Thermoplastic):PE,PP,PVC,PA;成型工艺,是将原材料转化为结构件的关键工艺步骤,复合材料在汽车上的应用离不开成型工艺的发展。碳纤维复合材料的加工成型工艺很多,不同的成型加工技术对制品的性能会带来较大的影响。目前常用的车用碳纤维复合材料加工成型工艺主要有:手糊成型(HandLaying-up)、喷射成型(SprayMoulding)、团状模塑料(DoughMoldingCompound,DMC)成型、片状模塑料(SheetMoldingCompound,SMC)成型、层压成型(LaminationProcess)、树脂传递模塑成型(ResinTransferMolding,RTM)、缠绕成型(WindingProcess)、反应注射成型(ReactionInjectionMolding,RIM)和拉挤成型(PultrusionProcess)等。常见工艺过程,连续纤维增强复合材料的材料成型一般与制品的成型同时完成,再辅以少量的切削加工和连接即成成品。随机分布短纤维增强塑料可先制成各种形式的预混料,然后进行挤压、模塑成型。汽车工业应优先采用模压(CompressionMoulding)成型工艺,如长纤维增强热塑性塑料(LongFiberReinforcedThermoplastics,LFT)技术,特别是新兴的RTM工艺。
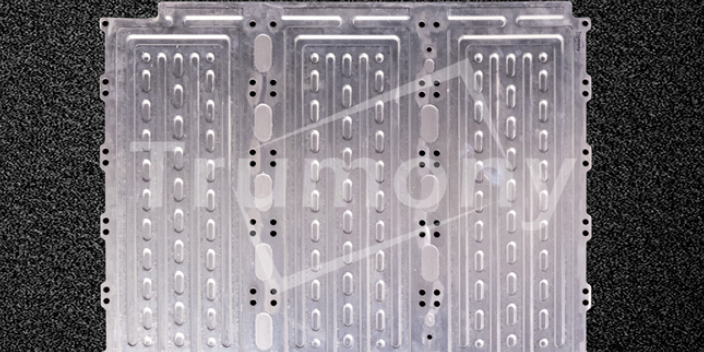
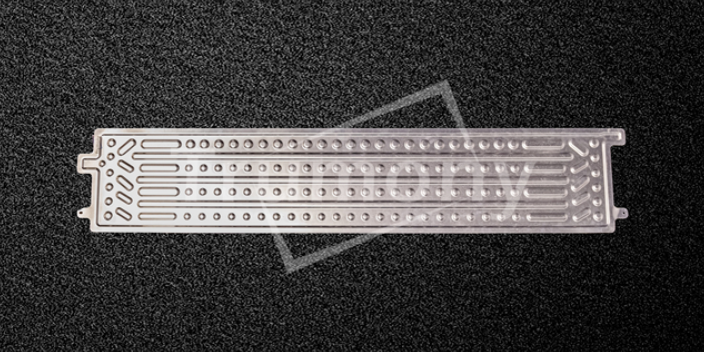
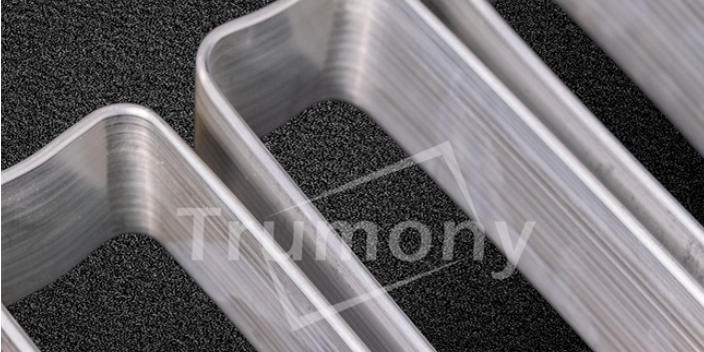
方形电池液冷方案水冷板液冷板主要采用冲压钎焊工艺生产,内部流道内通水和乙二醇的混合液,按照一定的流速和压力进行流动,从而与电池的热量进行交换,相对来说,液冷板具有生产工艺简化、焊接强度高、寿命长,流道设计灵活等优点,被广泛应用于方形电池和柔性电池包的换热。圆柱电芯液冷方案蛇形弯管液冷弯管主要采用挤压成型工艺生产,内部流道内通水和乙二醇的混合液,按照一定的流速和压力进行流动,从而与电池的热量进行交换,相对来说,液冷弯管具有接触面积大、可以侧面换热、寿命长,气密性好等优点,被广泛应用于各类圆柱电芯换热(如18650、21700、34200、38260、4680、4695等)苏州正和铝业欢迎您咨询液冷板商务合作!
注:低廉价格的PU其耐热比热溶胶好不了多少;耐寒性:有机硅树脂>聚氨酯>环氧树脂;注:很多热溶胶的低温特性其实也是非常不错的,所以在很多时候,环氧是要排在**后的了;综合对比表格如下:3环氧树脂胶环氧树脂灌封工艺环氧树脂灌封有常态和真空两种工艺。下图为手工真空灌封工艺流程。1)要灌封的产品需要保持干燥、清洁。2)混合前,首先把A组分和B组分在各自的容器内充分搅拌均匀。3)按重量配比准确称量,配比混合后需充分搅拌均匀,以避免固化不完全。4)一般而言,20mm以下的模压可以模压后自然脱泡,因为温度高造成固化速度加快或模压深度较深,所以可根据需要进行脱泡。这时为了除去模压后表面和内部产生的气泡,应把混合液放入真空容器中,在。5)应在固化前后技术参数表中给出的温度之上,保持相应的固化时间,如果应用厚度较厚,固化时间可能会超过。室温或加热固化均可。胶的固化速度受固化温度的影响,在冬季需很长时间才能固化,建议采用加热方式固化,80~100℃下固化15分钟,室温条件下一般需8小时左右固化。6)固化过程中,请保持环境干净,以免杂质或尘土落入未固化的胶液表面。了解更多液冷板设计解决方案,请关注公众号正和铝业Trumony!广东放心液冷板量大从优
正和制造Trumony研究高质量液冷板!河北优势液冷板按需定制
正和铝业,您的液冷方案的顾问,不管是液冷板还是托盘,都可以一站式购齐请关注正和铝业公众号正和铝业Trumony本发明涉及汽车散热器技术领域,尤其涉及一种便于安装的新能源汽车散热器的散热方法。背景技术:新能源汽车是指采用非常规的车用燃料作为动力来源(或使用常规的车用燃料、采用新型车载动力装置),综合车辆的动力控制和驱动方面的先进技术,形成的技术原理先进、具有新技术、新结构的汽车。现有的新能源汽车在很多都是以氢发动机为动力源,氢发动机在使用时往往产生大量热量,需要使用散热器进行散热,现有的散热器内部的冷却液循环管往往都是一体式设计,制造工艺较为复杂,且不便于安装,并且冷却液循环管使用一段时间后水管的内壁容易结垢,影响散热效率,但是目前对冷却液水管内壁还没有一个简单的清理方法,为此我们提出一种便于安装的新能源汽车散热器。技术实现要素:本发明的目的是为了解决现有技术中存在的缺点,而提出的一种便于安装的新能源汽车散热器。为了实现上述目的,本发明采用了如下技术方案:一种便于安装的新能源汽车散热器,包括散热器本体,散热器本体相互远离的一侧内壁上均分别固定有阵列分布的***安装块与第二安装块。河北优势液冷板按需定制
苏州正和铝业有限公司坐落在苏州市吴中区木渎镇金枫路216号东创科技园D幢705室,是一家专业的销售:铝制品;从事工业领域内的技术开发、技术转让、技术咨询服务;自营和代理各类商品及技术的进出口业务(国家限定企业经营或禁止进出口的商品和技术除外)。一般项目:汽车零部件及配件制造;摩托车零部件研发;汽车零部件研发;电机及其控制系统研发。公司。公司目前拥有专业的技术员工,为员工提供广阔的发展平台与成长空间,为客户提供高质的产品服务,深受员工与客户好评。诚实、守信是对企业的经营要求,也是我们做人的基本准则。公司致力于打造***的动力电池包液冷换热部件,储能电池包液冷换热部件,高热流密度液冷换热部件,新型液冷换热部件。一直以来公司坚持以客户为中心、动力电池包液冷换热部件,储能电池包液冷换热部件,高热流密度液冷换热部件,新型液冷换热部件市场为导向,重信誉,保质量,想客户之所想,急用户之所急,全力以赴满足客户的一切需要。

- 西藏钎焊液冷板 2024-07-02
- 浙江质量液冷板价格合理 2024-07-02
- 河北动力电池包液冷板厂家 2024-07-02
- 中国澳门6061液冷板销售 2024-07-02
- 贵州放心选液冷板供应商家 2024-07-02
- 中国香港底面换热液冷板价格合理 2024-07-02
- 山东冲压液冷板交期 2024-07-02
- 苏州加工液冷板仿真 2024-07-02