- 品牌
- 苏州正和铝业有限公司
- 型号
- 定制
- 加工定制
- 是
乙烯酯树脂(VinylEster),不饱和聚酯树脂(UnsaturatedPloyester),酚醛树脂(Phenolic);热塑性树脂(Thermoplastic):PE,PP,PVC,PA;成型工艺,是将原材料转化为结构件的关键工艺步骤,复合材料在汽车上的应用离不开成型工艺的发展。碳纤维复合材料的加工成型工艺很多,不同的成型加工技术对制品的性能会带来较大的影响。目前常用的车用碳纤维复合材料加工成型工艺主要有:手糊成型(HandLaying-up)、喷射成型(SprayMoulding)、团状模塑料(DoughMoldingCompound,DMC)成型、片状模塑料(SheetMoldingCompound,SMC)成型、层压成型(LaminationProcess)、树脂传递模塑成型(ResinTransferMolding,RTM)、缠绕成型(WindingProcess)、反应注射成型(ReactionInjectionMolding,RIM)和拉挤成型(PultrusionProcess)等。常见工艺过程,连续纤维增强复合材料的材料成型一般与制品的成型同时完成,再辅以少量的切削加工和连接即成成品。随机分布短纤维增强塑料可先制成各种形式的预混料,然后进行挤压、模塑成型。汽车工业应优先采用模压(CompressionMoulding)成型工艺,如长纤维增强热塑性塑料(LongFiberReinforcedThermoplastics,LFT)技术,特别是新兴的RTM工艺。苏州正和提供定制开发型号齐全液冷板!海南加工液冷板检测
指两块金属板之间以绝缘资料为介质时的电容量与同样的两块板之间以氛围为介质或真空时的电容量之比。介电常数**了电介质的极化水平,也就是对电荷的约束才能,介电常数越大,对电荷的约束才能越强。4)工作温度范围,因为导热胶自身的特征,其任务温度规模是很广的。工作温度是确保导热硅胶处于固态或液态的一个主要参数,温度过高,导热胶流体体积膨胀,分子间间隔拉远,互相感化削弱,粘度下降;温度下降,流体体积缩小,分子间间隔收缩,互相感化增强,粘度回升,这两种情形都不利于散热。如果所承受是在100℃左右的,那么使用环氧树脂和聚氨酯都是可以的,而有机硅是可以承受-60℃~200℃的高低温;抗冷热变化能力,有机硅**好,其次是聚氨酯,环氧树脂**差;5)其他的考虑因素,比如元器件承受内应力的情况,户外使用还是户内使用,受力情况,是否要求阻燃、颜色要求以及手动或自动灌封等等。广西3003液冷板批发1、电池散热,铝合金更专业。 2、铝电池散热解决方案? 3动力源自液冷,我有正和铝业——动力电池液冷板!

自宝马在i3和i8系列车型上大量使用碳纤维材料,碳纤维材料真正成为了汽车轻量化的一个重要方向。已经存在的应用形式中,汽车上的应用主要包括以下几类:结构件、车身及车身部件、发动机盖下部件、车内装饰部件等。针对动力电池包的轻量化,文献中有一些研究设计方法,真正大量应用尚未出现,除了技术,一个主要原因是成本。1碳纤维材料基本参数碳纤维复合材料的密度一般不超过2g/cm3,而钢的密度为。碳纤维复合材质与**度刚、铝合金、镁合金、玻璃纤维复合材质主要性能参数对比,如下表所示。在2010年,碳纤维成本超过30美元/kg,而低碳钢的成本不到1美元/kg,铝合金为(~)美元/kg。下图是搜索到的截止到2016年9月的碳纤维价格信息,单位是人民币,价格仍然比较高。2碳纤维的分类碳纤维,指由有机纤维或低分子烃气体原料在气氛中经高温(1500℃)碳化而成的纤维状化合物,其碳含量在90%以上。它即具有碳材质的原有属性,还具备纤维材料的柔软可加工性。耐热性好、热膨胀系数性低,热导率高,还具备导电性和良好的耐一般酸碱性。碳纤维按照原料来源可以分为聚丙烯腈基碳纤维(PolyacrylonitrileCarbonFiber,PANCF),沥青基碳纤维(PitchCarbonFiber),黏胶基碳纤维。
注:低廉价格的PU其耐热比热溶胶好不了多少;耐寒性:有机硅树脂>聚氨酯>环氧树脂;注:很多热溶胶的低温特性其实也是非常不错的,所以在很多时候,环氧是要排在**后的了;综合对比表格如下:3环氧树脂胶环氧树脂灌封工艺环氧树脂灌封有常态和真空两种工艺。下图为手工真空灌封工艺流程。1)要灌封的产品需要保持干燥、清洁。2)混合前,首先把A组分和B组分在各自的容器内充分搅拌均匀。3)按重量配比准确称量,配比混合后需充分搅拌均匀,以避免固化不完全。4)一般而言,20mm以下的模压可以模压后自然脱泡,因为温度高造成固化速度加快或模压深度较深,所以可根据需要进行脱泡。这时为了除去模压后表面和内部产生的气泡,应把混合液放入真空容器中,在。5)应在固化前后技术参数表中给出的温度之上,保持相应的固化时间,如果应用厚度较厚,固化时间可能会超过。室温或加热固化均可。胶的固化速度受固化温度的影响,在冬季需很长时间才能固化,建议采用加热方式固化,80~100℃下固化15分钟,室温条件下一般需8小时左右固化。6)固化过程中,请保持环境干净,以免杂质或尘土落入未固化的胶液表面。苏州正和提供设计开发高科技液冷板!

是世界上公认的低成本复合材料成型技术,该技术发展很快,并已在汽车工业上***采用。缠绕工艺能够赋予制件特别的力学性能,因而被用于制造瓶罐、轴承类等零件。RIM成型技术树脂传递模塑(RTM)成型技术是复合材料液体模塑成型技术(LCM)的典型工艺之一。其主要工艺原理是先在模腔中铺放按结构和性能要求设计好的纤维增强材料或预成型件,然后采用注胶设备将**低粘度树脂体系注入或真空吸入闭合模腔内,充分浸润纤维,树脂固化脱模得到复合材料构件。RTM工艺可以一次成型大型、复杂的构件,可设计性强,尺寸易于控制,表面质量高,生产周期短,可实现半自动化或自动化生产。传统汽车覆盖件的冲压工艺生产只需几秒钟,而普通RTM成型工艺较长,总的成型时间一般在2h以上,仍然存在效率较低的问题。因此,需要开发快速固化树脂体系与合理的成型工艺方法来缩短RTM的成型周期。快速固化树脂体系在传统RTM成型过程中,树脂的固化过程占成型过程的大部分时间,因此快速固化树脂体系是实现RTM高效成型过程的首要条件。研究方向主要是采用低粘度树脂注射技术。虽然RTM成型过程中低粘度树脂的快速固化可有效提升生产效率,但往往会导致制品力学性能降低。正和铝业,专业制造铝基复合材料! 一次成型!节约成本!广东侧面换热液冷板销售
苏州正和铝业设计追求品质液冷板!海南加工液冷板检测
苏州正和铝业有限公司致力于为客户提供各类散热解决方案
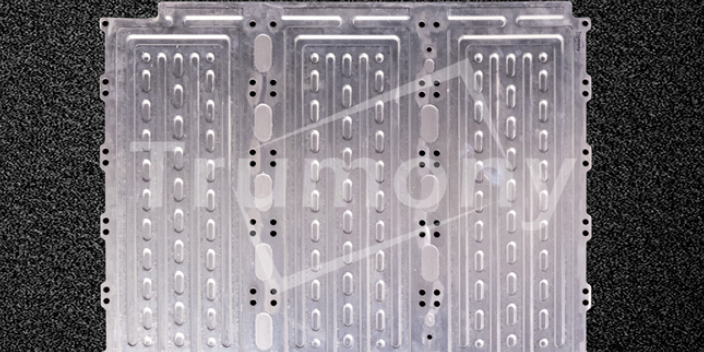
高热流密度液冷方案高热流密度产品因其在较小的面积却有较大的换热需求而颇具难度,例如逆变器、IGBT、晶体管、IDC间接液冷、光伏板液冷等,通过均温板内部的相变介质受热汽化产生的巨大的导热系数,将局部热源均匀的扩展开,再通过冷板将热量带走。推荐的换热部件有板翅式冷板,冲压式冷板,微槽道式冷板新型液冷方案随着液冷成本不断降低,其较高的换热效率和换热系统封闭等优势逐步在一些新兴行业内应用,如冻干机,制冷机等。我们的项目团队可以根据客户需求提供定制化服务,提供包括开发设计、仿真优化、材料选型、部件加工、系统集成等服务。 海南加工液冷板检测
苏州正和铝业有限公司成立于2017-02-28年,在此之前我们已在动力电池包液冷换热部件,储能电池包液冷换热部件,高热流密度液冷换热部件,新型液冷换热部件行业中有了多年的生产和服务经验,深受经销商和客户的好评。我们从一个名不见经传的小公司,慢慢的适应了市场的需求,得到了越来越多的客户认可。公司主要经营动力电池包液冷换热部件,储能电池包液冷换热部件,高热流密度液冷换热部件,新型液冷换热部件,公司与动力电池包液冷换热部件,储能电池包液冷换热部件,高热流密度液冷换热部件,新型液冷换热部件行业内多家研究中心、机构保持合作关系,共同交流、探讨技术更新。通过科学管理、产品研发来提高公司竞争力。公司会针对不同客户的要求,不断研发和开发适合市场需求、客户需求的产品。公司产品应用领域广,实用性强,得到动力电池包液冷换热部件,储能电池包液冷换热部件,高热流密度液冷换热部件,新型液冷换热部件客户支持和信赖。苏州正和铝业有限公司秉承着诚信服务、产品求新的经营原则,对于员工素质有严格的把控和要求,为动力电池包液冷换热部件,储能电池包液冷换热部件,高热流密度液冷换热部件,新型液冷换热部件行业用户提供完善的售前和售后服务。

- 西藏钎焊液冷板 2024-07-02
- 浙江质量液冷板价格合理 2024-07-02
- 河北动力电池包液冷板厂家 2024-07-02
- 中国澳门6061液冷板销售 2024-07-02
- 贵州放心选液冷板供应商家 2024-07-02
- 中国香港底面换热液冷板价格合理 2024-07-02
- 山东冲压液冷板交期 2024-07-02
- 苏州加工液冷板仿真 2024-07-02