- 品牌
- 苏州正和铝业有限公司
- 型号
- 定制
- 加工定制
- 是
选用直流无刷磁力水泵,流量大、高扬程,可调速;匹配智能温控器ECU,采用pwm控制技术;可实现整车CAN总线通讯,人性化人机交互界面;风扇可以逆转除尘,免维护;部件及系统经过各项性能测试,防护等级高;ATS系统散热参数标准散热功率:60kw(液气温差20℃时20kw);匹配电机功率段:100-250kw;安装尺寸:长815*宽*厚;适用车型:纯电动客车10-12米;注:以上是驱动电机冷却系统A6平台参数。其它平台的参数请联系驿力科技客服。驱动电机冷却系统ATS散热案例新能源城市公交客车散热案例纯电动大巴车散热案例纯电动物流车电动工程机械关于驿力科技全国客服热线:;在线后车市场平台,解决配件问题;全国近200家特约售后服务站;专业售后团队,实行“4*8*24”服务制度——4小时电话指导解决轻微故障;——8小时发出配件;——24小时上门解决重大故障;锻造受人尊敬的企业与员工!专注智能冷却,打造行业**!驿力科技在行动!驿力科技值得信赖!苏州正和铝业设计追求品质液冷板!四川特殊液冷板交期

2、通过***拉绳、第二拉绳、第三拉绳、第四拉绳、绕线辊、活动块、***安装块、第二安装块与冷却液管的设置,可通过绕线辊工作带动拉绳并带动活动块在冷却液管内部滑动,将管内壁上附着的结垢刮下,保证散热效率。本装置结构简单,设计合理,构思巧妙,循环水管易于制造,便于拆卸和安装,并且实现了对冷却液循环水管内壁结垢物的刮除清理,保证散热效率,实用性强,适合推广。附图说明图1为本发明提出的一种便于安装的新能源汽车散热器的结构示意图;图2为本发明提出的一种便于安装的新能源汽车散热器的侧视剖面图;图3为本发明提出的一种便于安装的新能源汽车散热器的俯视图。图中:1***弹簧、2固定板、3***拉绳、4固定杆、5第二弹簧、6壳体、7***安装块、8散热器本体、9绕线辊、10散热片、11第三拉绳、12第二拉绳、13活动块、14第二安装块、15冷却液管、16活动杆、17安装壳、18风扇、19***电机、20***防尘网。具体实施方式下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例**是本发明一部分实施例,而不是全部的实施例。参照图1-3,一种便于安装的新能源汽车散热器,包括散热器本体8。陕西认可液冷板量大从优正和铝业有限公司定制研究型号齐全液冷板!
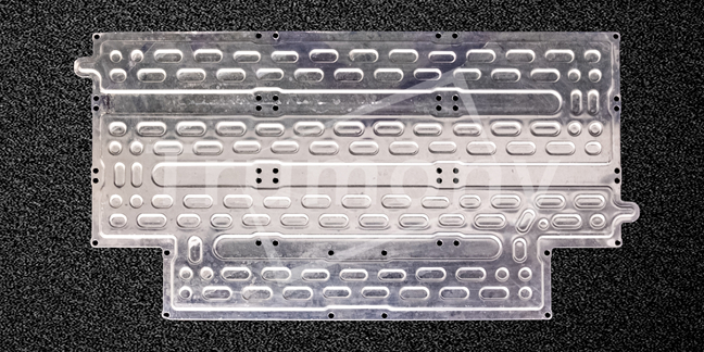
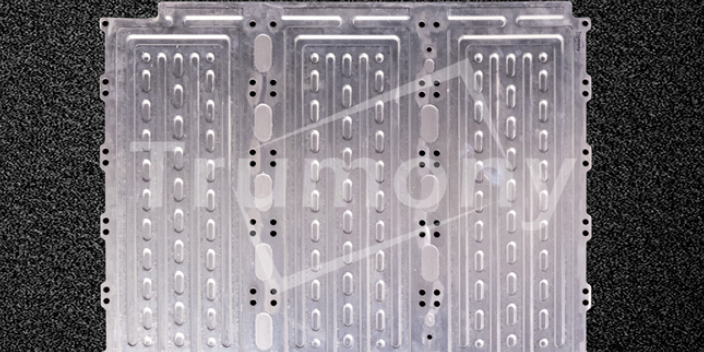
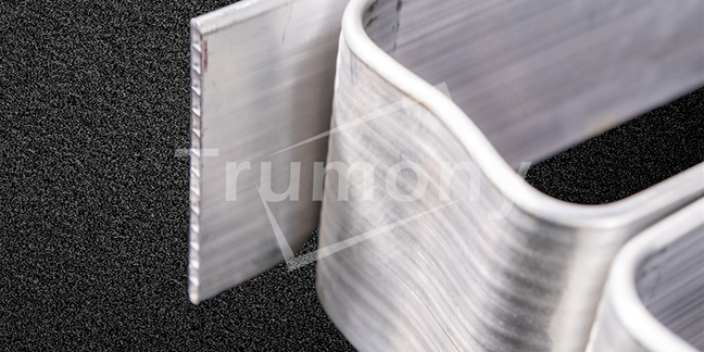
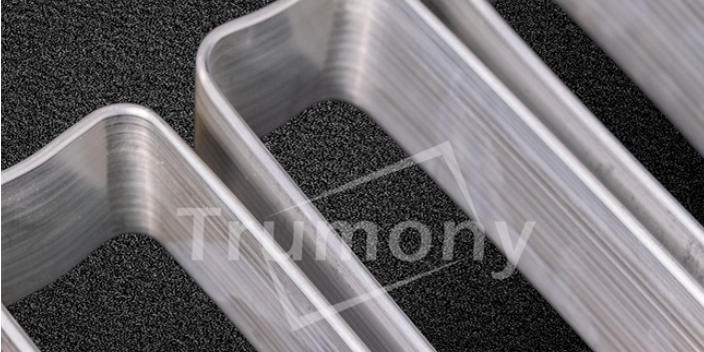
苏州正和有多年为车用电池包提供液冷解决方案的经验,涉及的有乘用车,物流车,商用车,重型装备等领域,我们的项目团队会根据客户的技术要求,例如冷板表面温差,冷板内部的压降,冷板结构的耐压强度,对冷板的内部流道以及外部接口的连接,进行设计工作。提供设计,优化,开模,打样,成品,批发,售后等服务,在换热部件选择上我们提供的换热部件有钎焊冷板,蛇形弯管
针对发电侧和用电侧储能电池包换热需求,包括家用储能、工商业储能和风光储一体化、一站式微网储能等应用场景,我们的项目团队将根据客户的实际需求,如集装箱内部的空间排布、电芯参数,温差、压降、耐压等,提供液冷板结构设计、导热热界面材料选型、管路排布、水冷机选型等配套服务,部件形式有钎焊冷板、机加冷板、蛇形弯管、分离式托盘、一体式托盘等。
关于技术工艺,正和想要分享,升温速度慢,在钎料的固-液相线温度区间停留时间长,在真空环境下钎料低熔点组分和蒸汽压大的组元挥发严重,余下的钎料组分的熔点升高保持固态不熔,钎焊不上。这与钎焊工装热容量大时出现的情况是一样的。而对于零件的平面度,在这个阶段快速升温也是允许的。在500℃时应力已经释放完毕,铝合金的再结晶温度低于500℃,500℃以上时铝合金的塑性好,热应力容易释放。在模拟试件钎焊实验时,在400℃保温30min而后快速升温至600℃保温25min,比直接升至600℃的钎焊效果好。进一步的实验结果是在450℃停留30min,而后10℃·min-1升至620℃钎焊的某零件完全合格。、铝合金真空钎焊保温一般将保温温度控制在低于母材固相线温度而高于钎料液相线温度,温度过高,易产生母材熔蚀缺点,温度过低易出现钎焊强度低,甚至钎料不全熔。钎焊保温时间以工件达到钎料液相线温度以后2min左右为宜,保温时间过短,钎焊缝不饱满圆滑甚至钎料不完全熔化;保温时间过长,则出现钎料漫流或漏焊。保温时间的长短受零件和工装的热容量的影响,热容量大保温时间长些。不同的零件和装炉量的真空钎焊需要实验筛选出钎焊保温时间。、铝合金真空钎焊冷却钎焊保温时间不宜太长,保温结束后需要快速冷却。储能液冷换热材料设计定制,铝合金高效传热、散热解决方案。新能源汽车动力电池包?**温度场!
这也是树脂制备过程需要考虑的重要问题。树脂快速注射技术RTM成型过程中,树脂注射时间的减少可通过增加树脂注射口、提高树脂注射压力的方法实现。增加树脂注射口可在不提升压力的情况下有效提升树脂的注射速度。然而采用多注射口进行成型时,不同浇注口的树脂流动锋面在融合过程中可能导致气泡的形成,从而需要控制注射口的开启时间与压力来减少气泡的产生。近年来,高压RTM(HP-RTM)技术在RTM的快速成型中得到***应用。树脂注射压力较大(2MPa以上),因而易于实现树脂快速充满模腔的过程,同时也能改善树脂在增强纤维中的浸渍效果,减少制品中孔隙的出现,获得表面质量优异的制品。RIM制品表面质量好、成型周期短、生产成本低、可以生产大尺寸部件。RRIM制品用于制作汽车保险杠、仪表盘,**度RRIM制品还可以用作汽车的结构材料、承载料。热压成型技术热压成型工艺是在一定的温度与压力下,树脂基体发生熔融流动,重新浸渍纤维,从而制备一定形状的复合材料零件。热压成型工艺具有较短的成型周期,易于实现自动化生产过程,可使用传统金属板料成型设备,同时适用于热塑性复合材料的低成本制造过程。苏州正和制造提供配套液冷板设计方案!浙江动力电池包液冷板销售
正和铝业专注于电池包热管理,液冷设计开发!四川特殊液冷板交期
近年来,随着新能源车辆的大力发展,车载电池的性能要求也随之提高。现有技术中,动力电池包一般包括多个依次排列的单体电池,即在组装动力电池包时,需要先将电芯组装成单体电池,再将单体电池依次排列后组成动力电池包,组装过程繁琐,组装工序复杂,增加了人力、物力成本。技术实现要素:本发明的目的在于提供一种动力电池包,节省了单体电池的组装过程,结构简单,简化了组装工序,提高了组装效率。如上构思,本发明所采用的技术方案是:一种动力电池包,包括:壳体,在所述壳体沿***方向的两个端面中至少一个端面设置有开口,所述壳体内沿第二方向间隔设置有多个隔板,所述第二方向垂直于所述***方向,多个所述隔板将所述壳体内部分为多个容纳腔;芯包,所述芯包的数量与所述容纳腔的数量相对应,所述芯包设置于所述容纳腔内;顶盖组件,所述开口通过所述顶盖组件封闭,所述芯包的正极极耳和负极极耳与所述顶盖组件连接。作为一种动力电池包的推荐方案,每个所述隔板上均开设有沿所述***方向延伸的散热通道。作为一种动力电池包的推荐方案,所述动力电池包还包括散热管,所述散热管依次穿设于每个所述散热通道内,且所述散热管内能够通入冷却液。四川特殊液冷板交期
苏州正和铝业有限公司是一家集生产科研、加工、销售为一体的****,公司成立于2017-02-28,位于苏州市吴中区木渎镇金枫路216号东创科技园D幢705室。公司诚实守信,真诚为客户提供服务。公司业务不断丰富,主要经营的业务包括:动力电池包液冷换热部件,储能电池包液冷换热部件,高热流密度液冷换热部件,新型液冷换热部件等多系列产品和服务。可以根据客户需求开发出多种不同功能的产品,深受客户的好评。公司会针对不同客户的要求,不断研发和开发适合市场需求、客户需求的产品。公司产品应用领域广,实用性强,得到动力电池包液冷换热部件,储能电池包液冷换热部件,高热流密度液冷换热部件,新型液冷换热部件客户支持和信赖。苏州正和铝业有限公司依托多年来完善的服务经验、良好的服务队伍、完善的服务网络和强大的合作伙伴,目前已经得到汽摩及配件行业内客户认可和支持,并赢得长期合作伙伴的信赖。

- 西藏钎焊液冷板 2024-07-02
- 浙江质量液冷板价格合理 2024-07-02
- 河北动力电池包液冷板厂家 2024-07-02
- 中国澳门6061液冷板销售 2024-07-02
- 贵州放心选液冷板供应商家 2024-07-02
- 中国香港底面换热液冷板价格合理 2024-07-02
- 山东冲压液冷板交期 2024-07-02
- 苏州加工液冷板仿真 2024-07-02