- 品牌
- 苏州正和铝业有限公司
- 型号
- 无
- 加工定制
- 是
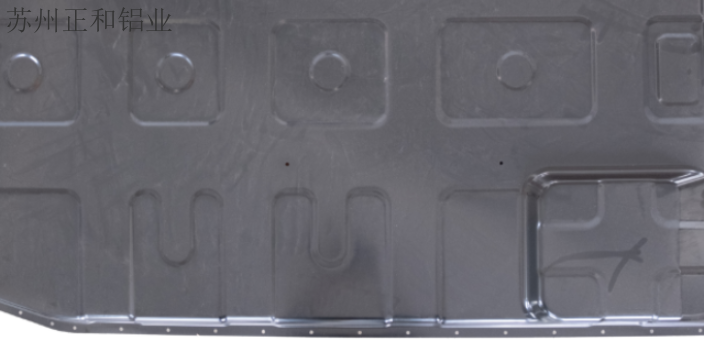
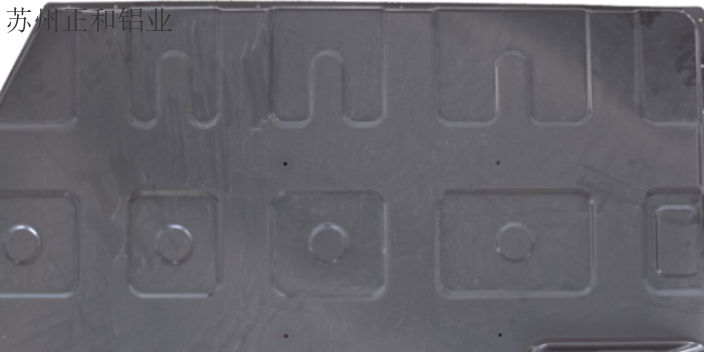
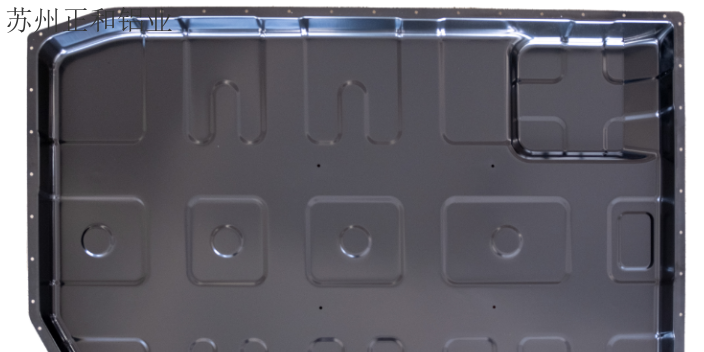
后安装梁通过搅拌摩擦焊的方式焊接在边框组件内侧,能够降低边框后侧的焊缝气密失效风险。进一步的,所述副流道为沿左右方向延伸的直流道,同一底板中的副流道在前后方向并列布置。通过多条并列布置的副流道进行分流,能够缩减冷却液的流经路径,避免了由于冷却回路过程导致的后端冷却液温度过高的现象,实现了整包温度平衡。进一步的,边框组件上与安装梁流道开口相对的部分设置开口朝向下方的u型槽,u型槽内设置有与安装梁流道连通的水嘴,边框组件在u型槽内焊接有形状与u型槽吻合的u型堵板对边框组件进行密封。通过u型堵板对边框组件进行密封,能够防止车辆涉水时,外界水气进入边框组件内部,对边框组件进行锈蚀。并且设置u型堵板还能够增加边框组件在该出的结构强度。进一步的,所述左边框和右边框上设置有安装脚,安装脚与左边框、右边框一体设置。进一步的,所述安装脚侧面设置有吊装螺母。便于对电池箱进行运输。进一步的,所述边框组件在与底板连接的连接处设置有定位台阶,底板通过定位台阶确定与边框组件在高度方向以及左右方向的位置。边框组件在与底板的连接处设置定位台阶,方便底板的安装和定位。进一步的,所述边框组件顶部设置有环绕边框组件的环形凸起。正和铝业,电池热管理行业**电池壳液冷弯管,满足您一站式的液冷需求!河南阻燃率高电池壳安全性能高
制备方法:将聚苯醚树脂、聚酰胺树脂、聚苯硫醚树脂、复合导热填料以及分散剂混合均匀后放入双螺杆挤出机中进行熔融挤出造粒即得所述的聚苯醚组合物。经测试,该实施例制备得到的聚苯醚组合物的导热率为(m·k)。实施例9聚苯醚组合物的制备原料重量份组成:聚苯醚树脂80份;聚酰胺树脂40份;聚苯硫醚树脂15份;复合导热填料40份;分散剂15份;所述的复合导热填料由石墨烯微片、碳化硅以及氮化硼按重量比1:7:2组成;所述的分散剂由十二烷基硫酸钠以及辛癸醇聚氧乙烯醚磷酸三酯按质量比1:3组成。制备方法:将聚苯醚树脂、聚酰胺树脂、聚苯硫醚树脂、复合导热填料以及分散剂混合均匀后放入双螺杆挤出机中进行熔融挤出造粒即得所述的聚苯醚组合物。经测试,该实施例制备得到的聚苯醚组合物的导热率为(m·k)。由实施例4~9制备得到的聚苯醚组合物的导热率与对实施例1对比可知,实施例4~9的导热率要大幅小于实施例1;这说明由石墨烯微片、碳化硅以及氮化硼组成的复合导热填料只有在由十二烷基硫酸钠、聚醚l-64以及辛癸醇聚氧乙烯醚磷酸三酯组成的组合分散剂下,才能**大程度的将复合导热填料分散在聚苯醚树脂、聚酰胺树脂、聚苯硫醚树脂中。安徽电池壳研究**17.正和铝业拥有多项技术**,从设计、生产、工艺为您提供一站式服务!
1996)GB/T26562自行式座驾工业车辆踏板的结构与布局踏板的结构与布置原则3托盘车类型托盘车的类型分为:a)手动起升电动行走步行式托盘车(图1);b)电动起升电动行走步行式托盘车(图2);c)电动起升电动行走站板式托盘车(站板可折叠)(图3);d)电动起升电动行走乘驾式(包括站驾式和坐驾式)托盘车(图4)。4技术要求托盘车作业的地面应坚硬、相对水平、表面平整。10827中规定的安全要求。**低高度小于或等于90mm。/h(不可调)或/h(可调);有护栏站板式托盘车无载运行速度不应大于/h;乘驾式托盘车无载运行速度不应大于/h。,在10min内货叉自然下滑量不大于10mm。。,行走电动机应采用不低于S230min工作制的电动机。电动机的绝缘等级均不低于F级。、站板、踏板应有防滑措施。、美观。油漆(或喷涂)应均匀,不应有裂纹、起皮、流挂及起泡等缺陷。漆膜的附着力不应低于GB/T9286中规定的2级质量要求。,当其动作幅度增大时,车辆的速度应增大;当速度控制装置被释放时,控制装置应能自动返回到中间位置(零位),车辆应停止运行。/T18849的规定。,制动器的作用应符合图5所示。。,其踏板的布置应符合GB/T26562的规定,当加速踏板踩下后应增大车速,制动踏板踩下后。
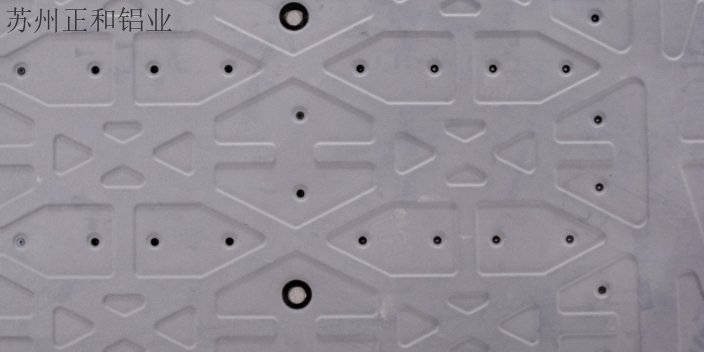
本实用新型所采用的技术方案是:一种具有耐磨块设计的电池托盘,包括电池托盘本体,所述电池托盘本体的底部呈镂空状结构,所述电池托盘本体的底部四周设置侧架体,所述电池托盘本体的底侧部靠近各个侧架体沿边设置有若干安装槽,所述安装槽内设置有螺栓孔,所述安装槽内嵌装有耐磨块,所述耐磨块上设置有与螺栓孔位置相对应的固定孔,所述耐磨块通过将固定孔对准螺栓孔安装螺栓即可达到固定,所述耐磨块安装后向下凸出于侧架体的底端面,所述耐磨块上设置有若干长条孔,所述耐磨块由聚苯醚材料一体注塑而成。推荐的,所述镂空状结构包括横梁和竖梁,所述横梁和竖梁交叉形成有若干通孔。推荐的,所述电池托盘本体上还设置有散热孔和安装孔位,所述散热孔和安装孔位均与所述通孔相通。推荐的,所述耐磨块的高度为10mm。推荐的,所述安装槽和耐磨块在电池托盘本体底侧部的每侧数量均为2个。推荐的,所述固定孔为3个,所述固定孔分别设置在耐磨块的两端部和中部。采用上述结构后,本实用新型和现有技术相比具有的优点是:本实用新型的结构简单合理,通过在电池托盘本体的底侧部安装耐磨块,耐磨块安装后向下凸出于侧架体的底端面,在使用过程中,所有的作用力都作用于耐磨块上。28.正和铝业有温度场仿真(冷板、电芯热量模拟)和流体仿真能力!
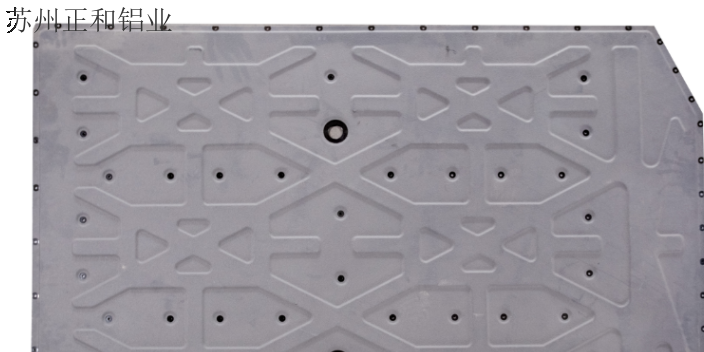
能够降低边框后侧的焊缝气密失效的风险。前安装梁21中设置两条沿前后延伸的安装梁流道23,其中一个为与进液主流道连通的进液安装梁流道,另一个为与出液主流道连通的出液安装梁流道,安装梁流道23的前端延伸至边框组件1,与边框组件1上设置的水嘴5连通。如图1和图6所示,安装梁流道23前端对应的边框组件1处设置开口朝向下方的u型槽,u型槽在边框组件1内侧焊接有竖直的挡板16,挡板16上设置有供水嘴5穿过的内孔,水嘴5焊接在挡板16的内孔中。边框组件1在u型槽内焊接有形状与u型槽吻合的u型堵板15,通过u型堵板15对边框组件1进行密封,能够防止车辆涉水时,外界水气进入边框组件1内部,对边框组件1进行锈蚀,并且设置u型堵板15还能够增加边框组件1在该出的结构强度。如图3和图5所示,作为一种推荐的实施方式,为了增强电池箱体的保温性能,边框型材中位于下方的主流道侧壁14略高于主体部分的底部,在液冷板31插接在边框组件1内后,液冷板31形成的底板3底面高于边框组件1的底面,因此在边框组件1内,电池托盘的底部形成有保温层容纳空间,本实施例中的电池箱体用在商用车中,该电池箱体底部与其他整车结构配合后,电池箱底部流通不畅。正和铝业电池托盘,柱形电芯侧面换热的比较好解决方案!江苏储能电池壳性价比高
苏州正和有多年为车用电池包提供液冷解决方案托盘液冷的经验!河南阻燃率高电池壳安全性能高
制备方法:将聚苯醚树脂、聚酰胺树脂、聚苯硫醚树脂、复合导热填料以及分散剂混合均匀后放入双螺杆挤出机中进行熔融挤出造粒即得所述的聚苯醚组合物。经测试,该实施例制备得到的聚苯醚组合物的导热率为(m·k)。对比例3聚苯醚组合物的制备原料重量份组成:聚苯醚树脂80份;聚酰胺树脂40份;聚苯硫醚树脂15份;复合导热填料40份;分散剂15份;所述的复合导热填料由石墨烯微片以及氮化硼按重量比1:2组成;所述的分散剂由十二烷基硫酸钠、聚醚l-64以及辛癸醇聚氧乙烯醚磷酸三酯按质量比1:2:3组成。制备方法:将聚苯醚树脂、聚酰胺树脂、聚苯硫醚树脂、复合导热填料以及分散剂混合均匀后放入双螺杆挤出机中进行熔融挤出造粒即得所述的聚苯醚组合物。经测试,该实施例制备得到的聚苯醚组合物的导热率为(m·k)。由对比例1~3与实施例1相比,其导热率远远低于实施例1;这说明在聚苯醚组合物中,导热填料选用石墨烯微片、碳化硅以及氮化硼中的任意二种组合,其导热能力远远低于由石墨烯微片、碳化硅以及氮化硼组成的复合导热填料;只有将石墨烯微片、碳化硅和氮化硼三者混合后才能发生协同导热效果。河南阻燃率高电池壳安全性能高
苏州正和铝业有限公司是一家生产型类企业,积极探索行业发展,努力实现产品创新。公司是一家有限责任公司企业,以诚信务实的创业精神、专业的管理团队、踏实的职工队伍,努力为广大用户提供***的产品。公司始终坚持客户需求优先的原则,致力于提供高质量的动力电池包液冷换热部件,储能电池包液冷换热部件,高热流密度液冷换热部件,新型液冷换热部件。正和铝业有限公司自成立以来,一直坚持走正规化、专业化路线,得到了广大客户及社会各界的普遍认可与大力支持。


- 北京特殊电池壳供应商家 2023-09-28
- 浙江阻燃率高电池壳设计 2023-09-28
- 江苏加工电池壳安装设计 2023-09-28
- 江苏冲压电池壳规格齐全 2023-09-28
- 云南特殊电池壳性价比高 2023-09-28
- 青海优势电池壳安装设计 2023-09-28
- 浙江实在电池壳加工 2023-09-28
- 山西优势电池壳 2023-09-28