- 品牌
- 明治、金阳、火神
- 型号
- 齐全
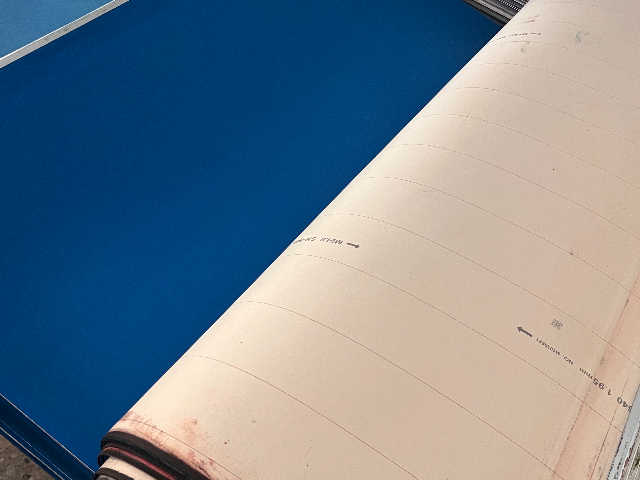
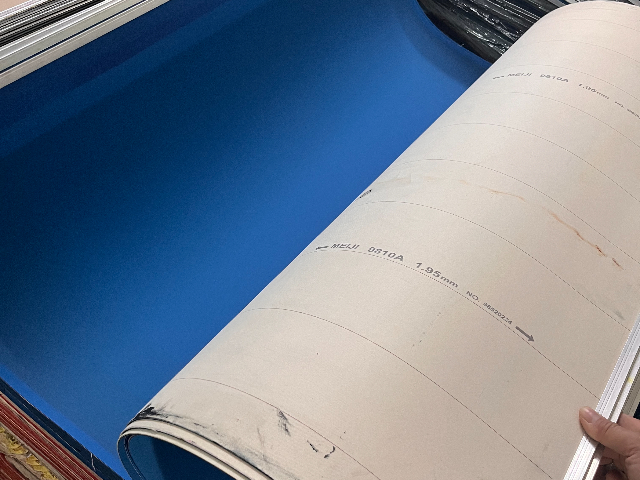
翻新前的***检测:在对橡皮布进行翻新之前,必须进行***检测。先通过肉眼观察橡皮布表面是否有明显的磨损、划伤、裂纹或老化痕迹。使用厚度测量仪,在橡皮布多个位置测量厚度,记录数据,若厚度偏差超过规定范围,会影响印刷压力均匀性,需重点关注。对于气垫式橡皮布,还要检查气垫层是否有破损或漏气情况,可通过压力测试设备,模拟印刷时的压力环境,观察橡皮布的压力响应和回复性能。例如,在检测用于商业印刷的气垫式橡皮布时,发现其表面有多处因长期与纸张摩擦产生的细微划痕,且厚度在局部区域变薄,这表明该橡皮布在印刷过程中可能无法精细转移油墨,影响印刷质量,需要针对性翻新处理。橡皮布背面底布红线或绿线,标记其经向位置。河北国产橡皮布

局部上光橡皮布的功能与应用:局部上光橡皮布拥有特殊裱合层,适用于局部切割用途。在切割层与非切割层交界处,具备足够硬度耐切割,且承载量均匀,能***提升上光效果。切好后撕开无毛边,上光平整。在精装书籍封面、***礼品盒印刷中,常需对特定图案或文字进行局部上光,以增强视觉效果和质感。局部上光橡皮布可精细控制上光区域,使上光部分与未上光部分过渡自然,提升产品整体档次,满足**印刷品的特殊工艺需求。..............湖北UV橡皮布洗净擦干橡皮布,不留残迹,可防提前老化。

UV 橡皮布的质量检测标准:UV 橡皮布质量检测有严格标准。外观方面,要求表面平整,无气泡、杂质、划痕等缺陷。尺寸精度上,长度、宽度偏差控制在 ±0.5mm 以内,厚度偏差在 ±0.05mm 以内。物理性能检测包括拉伸强度,一般要求在 10MPa 以上,断裂伸长率不低于 200%。耐 UV 老化性能通过人工加速老化测试评估,规定在一定时间(如 1000 小时)照射后,表面变化程度和性能下降幅度在限定范围内。油墨转移性能通过模拟印刷测试,检测油墨转移率和均匀性,只有符合这些标准的 UV 橡皮布才能保证在 UV 印刷中的高质量应用。
翻新后橡皮布的耐候性提升措施:若橡皮布在户外或特殊环境下使用,翻新后需提升其耐候性。可在橡皮布表面涂覆一层耐候性防护涂层,如含有紫外线吸收剂和抗氧化剂的涂层。紫外线吸收剂能有效吸收太阳光中的紫外线,防止橡皮布因紫外线照射而老化;抗氧化剂则可抑制橡皮布在空气中的氧化反应,延长使用寿命。涂覆防护涂层时,要确保涂层均匀、无气泡,厚度一般控制在 0.05 - 0.1mm 之间。例如,在翻新用于户外广告喷绘布印刷的橡皮布时,通过涂覆耐候性防护涂层,使其在户外恶劣环境下能保持良好性能,减少因气候因素导致的损坏。橡皮布隔离印版水油和油墨,防止机器被污染。
针对金属印刷橡皮布的翻新工艺:金属印刷橡皮布翻新具有特殊性。由于金属表面硬度高且光滑,对橡皮布的压力均匀性和耐磨性要求极高。翻新时,先仔细检查橡皮布表面是否有因与金属摩擦产生的严重磨损和划伤。对于磨损部位,采用**的金属印刷橡皮布修补材料进行填补修复,该修补材料需具备高硬度和良好的粘附性。修复后,对橡皮布表面进行抛光处理,使其表面更加光滑,以保证在金属印刷中能均匀转移油墨。同时,检查预涂式自粘胶的粘性,若粘性下降,可采用适当的处理方法(如涂抹**的粘性增强剂)恢复粘性,确保橡皮布在金属印刷机上安装牢固。首先要了解一下 UV 橡皮布的具体种类情况。佛山凤凰橡皮布货源
橡皮布正确选用影响图像网点、油墨均匀性等。河北国产橡皮布
UV 橡皮布与普通橡皮布的区别:UV 橡皮布与普通橡皮布在多个方面存在***区别。材质上,UV 橡皮布含有特殊抗 UV 成分,而普通橡皮布无此设计。在耐老化性能上,UV 橡皮布能承受**度紫外线照射,普通橡皮布则易在 UV 环境下快速老化、粉化。油墨转移性能方面,UV 橡皮布专为 UV 油墨快速固化特性设计,能高效精细转移油墨,普通橡皮布在 UV 油墨转移上效果不佳,易出现油墨堆积、转移不匀现象。在应用场景上,UV 橡皮布主要用于 UV 印刷,普通橡皮布适用于常规油墨印刷,两者不可混淆使用,否则会严重影响印刷质量。河北国产橡皮布
惠州市瑞创力印刷器材有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在广东省等地区的印刷行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**惠州市瑞创力印刷器材供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
表面打磨是橡皮布翻新的关键工序,需通过数控砂光机实现微米级精度控制。采用 800-1200 目氧化铝砂纸,打磨深度根据损伤程度设定:轻微磨损为 5-10μm,去除表面老化层;压痕区域需局部加深至 15-20μm,消除凹痕但不伤及底层弹性体。砂光机配备恒力控制系统(压力 0.1-0.3MPa)和吸尘装置,确保打磨均匀且无粉尘残留。打磨后的表面需达到:平面度误差≤0.05mm/m,粗糙度 Ra=0.8-1.2μm—— 这一参数既能保证油墨转移的均匀性,又能为后续涂层提供良好附着力。某翻新生产线通过 AI 视觉定位压痕位置,实现自动调整打磨参数,单块橡皮布处理时间缩短至 90 秒,合格率达 99%。...
- 佛山印刷 橡皮布加工 2026-02-07
- 山西火神橡皮布翻新 2026-02-07
- 河北二手橡皮布厂家 2026-02-07
- 浙江气垫橡皮布源头厂家 2026-02-06
- 湖南明治橡皮布 2026-02-06
- 中山金阳橡皮布代理商 2026-02-06
- 广东进口橡皮布货源 2026-02-06
- 佛山凤凰橡皮布翻新 2026-02-06
- 广州印铁橡皮布加工 2026-02-06
- 中山橡皮布代理商 2026-02-05