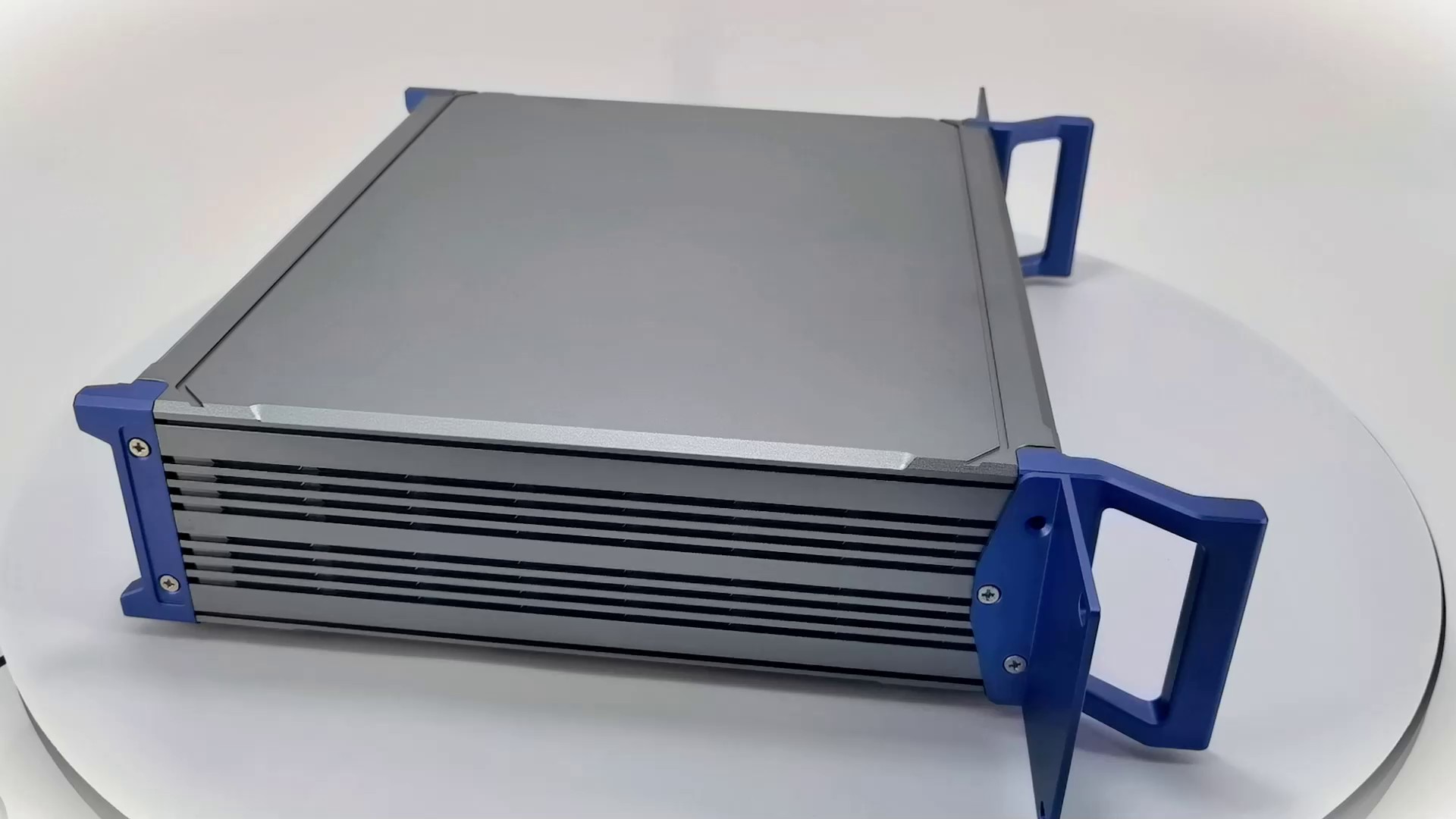
钣金机箱的加工精度直接影响设备安装与使用稳定性,通过 “冲压 - 折弯 - 焊接” 三步工艺实现,每个环节都有严格标准:1. 冲压工艺(打孔、切边):采用数控冲床(精度 ±0.1mm)对钣金板材(厚度 1-5mm,根据负载需求选择)进行加工,完成打孔(如螺丝孔、接口孔、散热孔)、切边(裁剪出箱体主体轮廓)。关键要求:① 孔位精度:螺丝孔间距误差≤0.2mm(确保内部元件可顺利安装);② 散热孔设计:孔径 3-5mm,孔间距 10-15mm,确保散热面积达标(如 1kW 功率设备需散热面积≥100cm²);③ 避免毛刺:冲压后需通过去毛刺机(或手工打磨)处理边缘,毛刺高度≤0.05mm,防止划伤操作人员或线缆。2. 折弯工艺(成型):采用数控折弯机(精度 ±0.5°)将冲压后的板材折弯成箱体结构(如长方体、带斜面的异形结构)。关键要求:① 折弯角度:90° 折弯的角度误差≤0.5°,确保箱体各面贴合紧密(缝隙≤0.2mm);② 折弯半径:根据板材厚度确定(如 2mm 厚钢板,折弯半径≥2mm),避免板材断裂;③ 加强筋设计:在箱体侧面、顶部折弯时增加加强筋(高度 5-10mm,厚度与板材一致),提升箱体抗变形能力(加强筋可使箱体抗压强度提升 30%)。焊接工艺精湛,昶艾钣金机箱连接处牢固不易出现松动问题。南京CNC加工钣金机箱
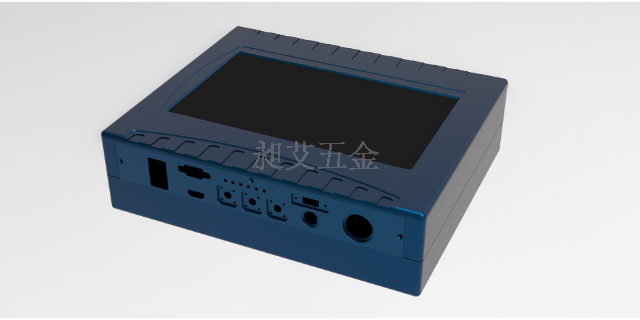
在电力行业,昶艾五金的钣金机箱同样发挥着重要作用。电力设备通常运行在复杂的环境中,面临着高温、潮湿、电磁干扰等多种挑战,这就对机箱的防护性能与抗干扰能力提出了极高要求。公司针对电力行业的特殊需求,对钣金机箱进行了多维度的优化设计。通过加强机箱的密封性能,有效抵御外界灰尘、水汽的侵入;采用专业的电磁屏蔽技术,降低电磁干扰对电力设备的影响;同时选用度的材料,确保机箱在恶劣环境下依然能够保持稳定的结构,保障电力设备的安全、稳定运行,为电力系统的可靠供电提供有力支持。铝型材钣金机箱现货昶艾钣金机箱注重细节处理,每个接口都贴合设备安装需求。
焊接工艺(组装):采用氩弧焊(不锈钢、铝合金)或二氧化碳气体保护焊(冷轧钢板)将折弯后的板材焊接成整体。关键要求:① 焊缝质量:焊缝高度≥板材厚度的 70%(如 2mm 厚钢板,焊缝高度≥1.4mm),无虚焊、漏焊(通过渗透检测确认);② 焊接变形控制:焊接后需通过校平机矫正(平面度误差≤0.3mm/m),避免箱体扭曲影响元件安装;③ 表面处理:焊接后打磨焊缝(粗糙度 Ra≤1.6μm),再进行喷塑、钝化等防锈处理。加工完成后,需通过 “尺寸检测”(用卡尺、千分尺测量关键尺寸)、“结构强度测试”(如顶部承重测试,100kg 重物放置 24 小时无变形)确保合格。
展望未来,昶艾五金将继续深耕钣金机箱领域,不断提升产品品质与服务水平。在技术研发方面,公司将加大投入,关注行业新技术、新材料的应用,探索更高效的加工工艺与更优化的产品设计,进一步提升钣金机箱的性能与性价比;在市场拓展方面,将依托现有的客户基础与品牌优势,逐步拓展国内外市场,让公司的钣金机箱产品服务于更多行业与客户;在企业管理方面,将持续完善内部管理体系,提升生产效率与质量管控能力,确保公司稳健发展。始终以客户需求为导向,以企业使命为指引,昶艾五金将努力成为钣金机箱领域的企业,为行业发展贡献更多力量。支持外观颜色定制,昶艾钣金机箱满足不同场景审美需求。

在钣金机箱的生产加工环节,昶艾五金展现出强大的硬件实力。公司配备了一系列先进的加工设备,包括 CNC 数控机床、激光切割机、数控折弯机等,这些设备为钣金机箱的精细加工提供了坚实保障。CNC 数控机床能够实现对钣金材料的高精度切削,确保机箱零部件的尺寸误差控制在极小范围;激光切割机则可快速、精细地完成复杂形状的切割作业,满足多样化的机箱结构需求;数控折弯机则能让钣金材料按照设计要求实现精细折弯,打造出符合规格的机箱框架。凭借先进的设备与专业的加工工艺,公司能够高效完成各类钣金机箱的生产,保障产品质量稳定可靠。针对医疗设备需求,昶艾钣金机箱满足高洁净高稳定要求。标准钣金机箱现货
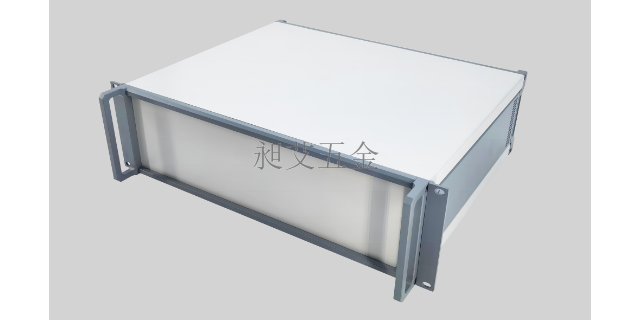
依托激光切割、数控折弯等先进工艺,昶艾五金可精确订制满足复杂需求的钣金机箱,适配船舶场景。南京CNC加工钣金机箱
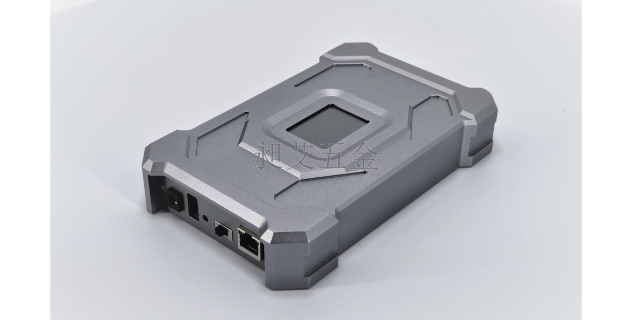
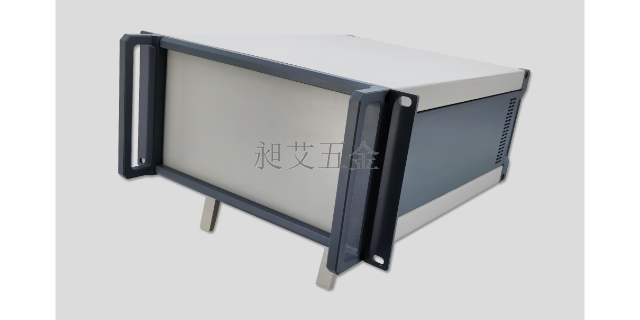
作为专业仪器机箱外壳供应商,昶艾五金(东莞)有限公司在钣金机箱领域展现出的综合实力。公司以铝合金为重心材质,围绕钣金机箱打造从设计到生产的全流程服务体系。在结构设计环节,技术团队会结合不同行业设备的使用场景,优化钣金机箱的承重性能、散热结构与内部空间布局,确保设备部件能稳定适配;外观设计上,则兼顾美观性与实用性,可根据客户品牌形象定制色彩、纹路与标识,让钣金机箱既具备保护功能,又能提升设备整体质感。凭借对细节的精细把控,公司的钣金机箱在市场中树立了高质口碑,成为众多企业仪器设备的推荐外壳方案。南京CNC加工钣金机箱