水,是生命之源,亦是工业之血,生活之基。然而,随着工业化与城市化的进程,自然水体面临着前所未有的污染挑战,使得原生水源往往无法直接满足饮用、生产乃至日常生活的需求。正是在这一背景下,水处理设备从一项专业的技术,逐步演变为保障社会健康运转、提升生活与生产品质的不可或缺的基础设施。深圳市贺展饮水设备有限公司,作为一家集研发、生产、销售与服务于一体的综合性水科技企业,始终致力于通过先进的水处理技术,为多样化的场景提供安全、健康、高效的用水解决方案。工业循环冷却系统中安装的贺展电子除垢仪利用物理电化学原理,无需添加药剂即可抑制管道结垢。东莞工业循环水处理设备厂家

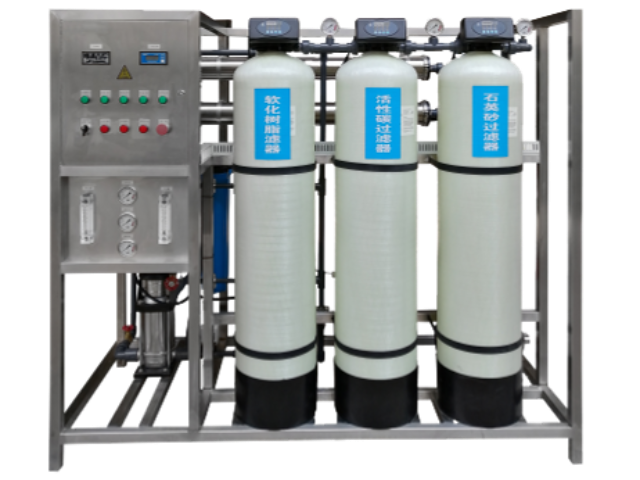
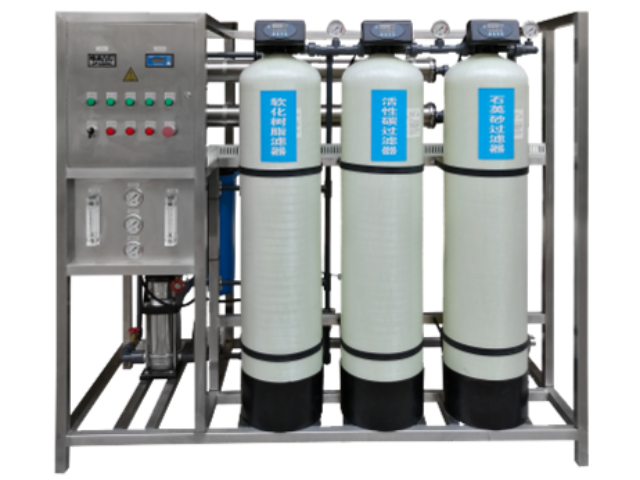
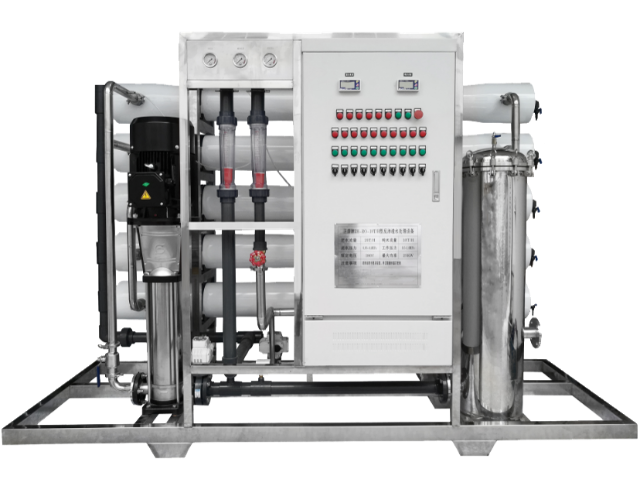
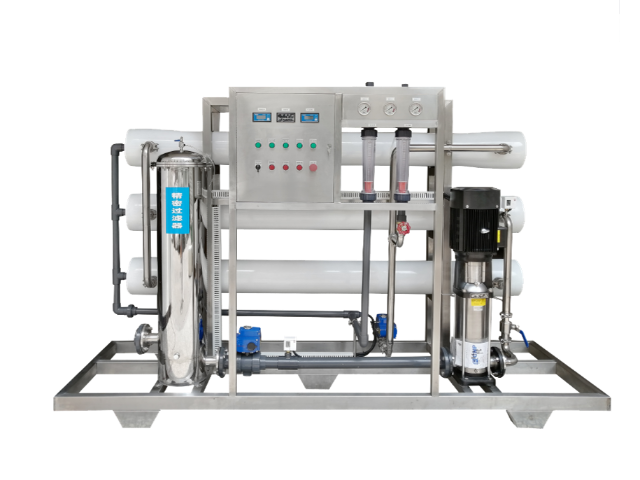
贺展RO系统的工艺流程:以贺展为深圳宝安机场定制的商用饮水机为例,其RO系统包含五级处理模块:预处理阶段:原水依次通过石英砂过滤器(去除泥沙、悬浮物)、活性炭过滤器(吸附余氯、有机物)、软化器(降低钙镁离子浓度),确保进水浊度<0.5NTU、余氯<0.1mg/L,避免RO膜结垢或污染。主要净化阶段:高压泵将预处理水加压至1.5MPa,迫使水分子通过RO膜,盐分、细菌等杂质被截留形成浓水排出。贺展采用陶氏化学DOW膜元件,脱盐率达98.5%,单台设备日均产水量超500升。后处理阶段:纯净水经紫外线杀菌器进一步灭活微生物,再通过矿化滤芯补充钙、镁等矿物质,提升口感。东莞工业循环水处理设备厂家溶气气浮机通过溶解空气释放微小气泡吸附水中悬浮杂质。

食品与饮料工业:需求:水是产品的主要成分,其安全性、口感和理化指标必须符合严格的食品标准。解决方案:贺展根据客户产品(如啤酒、饮料、乳制品)的特定需求,定制化设计水处理方案,确保生产用水在浊度、菌落总数、口感等各方面完全达标。制药与生物工程:需求:遵循《药品生产质量管理规范》(GMP),对水的纯度、无菌、无热源有强制性规定。解决方案:贺展提供符合GMP标准的纯化水与注射用水(WFI)制备系统。该系统不只产出合格水质,其整个储存与分配环路还具备连续循环、巴氏消毒或纯蒸汽灭菌功能,确保从制备到使用点的全过程水质稳定。
公共事业领域——服务社会,普惠于民。公共事业领域的水处理项目,规模宏大,社会意义深远,体现了科技服务于民的宗旨。管道直饮水系统:这是“城市升级”的体现之一。在新建的高级小区、机场、火车站、体育场馆等,在建设初期就预埋两套供水管网:一套输送日常生活用的自来水,另一套输送经过中间水处理设备深度净化后的直饮水。贺展在此领域具备从设计、设备供应到运营维护的全套能力,用户只需打开直饮水管,即可享受到堪比瓶装纯净水品质的饮用水,便捷又环保。农村安全饮水工程:针对部分农村地区水源存在污染、硬度高、含氟/砷超标等问题,贺展提供一体化的模块化水站解决方案。这些设备能够针对特定污染物进行靶向去除,通过集中处理,将符合国家标准的安全饮用水输送至千家万户,是重大的民生工程。贺展软水机采用食品级树脂交换技术,精确去除水中硬度离子,为实验室提供符合标准的软化水源。
膜生物反应器(MBR)水处理设备:膜生物反应器(MBR)水处理设备是将膜分离技术与生物处理技术相结合的一种新型水处理设备。它利用膜组件的高效截留作用,将生物反应器中的微生物截留在反应器内,形成高浓度的活性污泥,同时利用微生物的降解作用去除水中的有机物、氮、磷等污染物。MBR设备具有出水水质好、占地面积小、污泥产量低、易于维护等优点,普遍应用于城市污水处理、工业废水处理、中水回用等领域。此外,MBR设备还具有运行稳定、自动化程度高、操作简单等特点,是实现水资源循环利用和节能减排的重要技术手段之一。船舶舱底水处理器配备的贺展油水分离器,聚结板组加速微小油滴碰撞聚结成大颗粒上浮。郑州实验室水处理设备供应商
石油化工催化剂生产用的贺展高纯氢气发生器,钯合金膜扩散法确保氢纯度≥99.999%。东莞工业循环水处理设备厂家
行业发展趋势与贺展公司的战略布局:随着人们健康意识的提升和技术的进步,饮用水处理设备行业呈现出智能化、个性化、集成化的发展趋势。智能化方面,物联网、大数据等技术在设备监控、维护等方面的应用日益深入;个性化方面,针对不同水质区域、不同用户群体的定制化需求不断增强;集成化方面,净水设备与家居环境的融合度不断提高。贺展公司积极把握行业发展趋势,在技术创新、产品研发、服务升级等方面持续投入。未来,贺展公司将继续秉持"科技改善水质"的理念,为消费者提供更优良的产品和服务。东莞工业循环水处理设备厂家