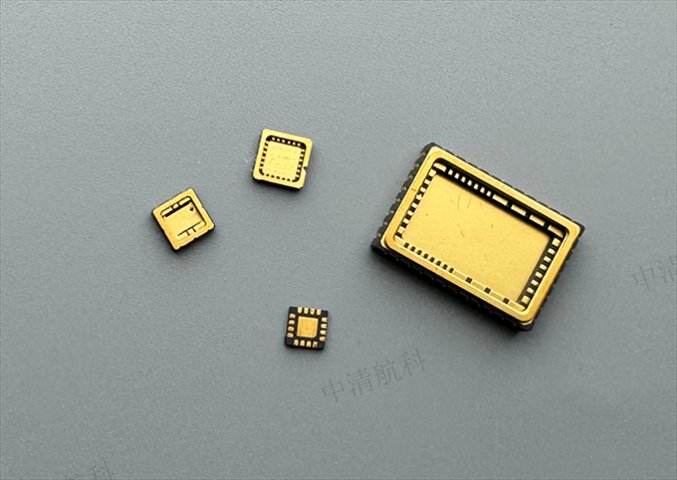
COB的理论优势1、设计研发:没有了单个灯体的直径,理论上可以做到更加微小。2、技术工艺:减少支架成本和简化制造工艺,降低芯片热阻,实现高密度封装。3、工程安装:从应用端看,COBLED显示模块可以为显示屏应用方的厂家提供更加简便、快捷的安装效率。4、产品特性上:超轻薄:可根据客户的实际需求,采用厚度从0.4-1.2mm厚度的PCB板,使重量极少降低到原来传统产品的1/3,可为客户明显降低结构、运输和工程成本。防撞抗压:COB产品是直接将LED芯片封装在PCB板的凹形灯位内,然后用环氧树脂胶封装固化,灯点表面凸起成球面,光滑而坚硬,耐撞耐磨。大视角:视角大于175度,接近180度,而且具有更的光学漫散色浑光效果。芯片封装成本压力大,中清航科材料替代方案,在降本同时保性能。浙江qfn封装芯片
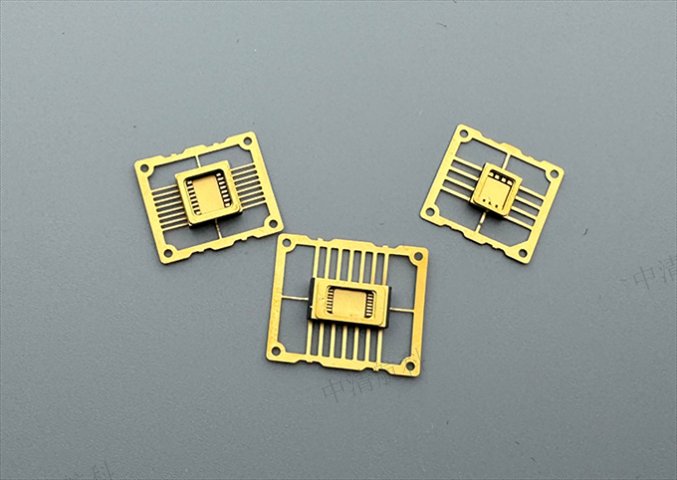
面向CPO共封装光学,中清航科开发硅光芯片耦合平台。通过亚微米级主动对准系统,光纤-光栅耦合效率>85%,误码率<1E-12。单引擎集成8通道112GPAM4,功耗降低45%。中清航科微流控生物芯片封装通过ISO13485认证。采用PDMS-玻璃键合技术,实现5μm微通道密封。在PCR检测芯片中,温控精度±0.1℃,扩增效率提升20%。针对GaN器件高频特性,中清航科开发低寄生参数QFN封装。通过金线键合优化将电感降至0.2nH,支持120V/100A器件在6GHz频段工作。电源模块开关损耗减少30%。浙江qfn封装芯片毫米波芯片封装难,中清航科三维集成技术,突破高频信号传输瓶颈。
芯片封装在医疗电子领域的应用:医疗电子设备如心脏起搏器、医疗监护仪等,对芯片的可靠性和安全性要求极高。中清航科采用高可靠性的陶瓷封装、金属封装等技术,为医疗电子芯片提供坚实保护,确保芯片在体内或复杂医疗环境中稳定工作。公司还通过严格的生物相容性测试,保证封装材料对人体无害,为医疗电子行业提供安全、可靠的芯片封装产品。中清航科的供应链管理:稳定的供应链是企业正常生产的保障。中清航科建立了完善的供应链管理体系,与原材料供应商、设备供应商等建立长期稳定的合作关系,确保原材料和设备的及时供应。同时,公司对供应链进行严格的质量管控,从供应商选择、原材料检验到物流运输等环节,层层把关,避免因供应链问题影响产品质量和生产进度,为客户提供稳定的交货保障。
芯片封装在物联网领域的应用:物联网设备通常具有小型化、低功耗、低成本的特点,对芯片封装的要求独特。中清航科的晶圆级封装技术在物联网领域大显身手,该技术能实现芯片的超小型化和低功耗,满足物联网设备对尺寸和功耗的严格要求。同时,公司为物联网传感器芯片提供的封装方案,能提高传感器的灵敏度和可靠性,确保物联网设备在复杂环境下的数据采集和传输准确性。想要了解更多内容可以关注我司官网,同时欢迎新老客户来电咨询。先进封装需多学科协同,中清航科跨领域团队,攻克材料与结构难题。
中清航科部署封装数字孪生系统,通过AI视觉检测实现微米级缺陷捕捉。在BGA植球工艺中,球径一致性控制±3μm,位置精度±5μm。智能校准系统使设备换线时间缩短至15分钟,产能利用率提升至90%。针对HBM内存堆叠需求,中清航科开发超薄芯片处理工艺。通过临时键合/解键合技术实现50μm超薄DRAM晶圆加工,4层堆叠厚度400μm。其TSV深宽比达10:1,阻抗控制在30mΩ以下,满足GDDR6X1TB/s带宽要求。中清航科可拉伸封装技术攻克可穿戴设备难题。采用蛇形铜导线与弹性体基底结合,使LED阵列在100%拉伸形变下保持导电功能。医疗级生物相容材料通过ISO10993认证,已用于动态心电图贴片量产。中清航科芯片封装技术,支持系统级封装,实现芯片与被动元件一体化。浙江发光二极管的封装
中清航科芯片封装工艺,引入纳米涂层技术,提升芯片表面防护能力。浙江qfn封装芯片
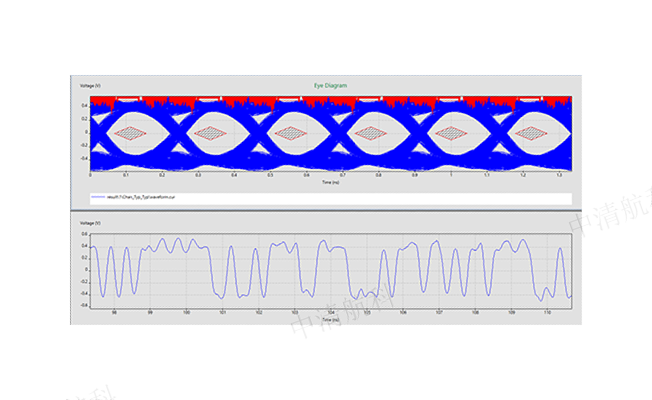
中清航科推出SI/PI协同仿真平台,集成电磁场-热力多物理场分析。在高速SerDes接口设计中,通过优化封装布线减少35%串扰,使112GPAM4信号眼图高度提升50%。该服务已帮助客户缩短60%设计验证周期。中清航科自主开发的AMB活性金属钎焊基板,热导率达180W/mK。结合银烧结工艺的IGBT模块,热循环寿命达5万次以上。在光伏逆变器应用中,另功率循环能力提升3倍,助力客户产品质保期延长至10年。通过整合CP测试与封装产线,中清航科实现KGD(已知良品)全流程管控。在MCU量产中采用动态测试分Bin策略,使FT良率提升至99.85%。其汽车电子测试仓温度范围覆盖-65℃~175℃,支持功能安全诊断。浙江qfn封装芯片