功能化**化将成为H300技术创新的重心方向。未来,针对不同应用场景的个性化需求,将开发出更多**型H300产品,如用于氢能燃料电池的耐氢脆H300、用于柔性电子的高柔韧H300、用于航空航天的低挥发H300等。这些**产品将进一步提升H300的性能优势,拓展其在新兴领域的应用边界。例如,针对6G通信设备的需求,开发出很低介损(10GHz下tanδ≤0.003)的H300,满足高频信号传输的需求。绿色生产技术将实现全方面升级。一方面,无溶剂生产工艺将成为主流,彻底摒弃传统有机溶剂,实现VOC零排放;另一方面,催化剂的绿色化替代将取得突破,采用非贵金属催化剂替代传统镍-钴催化剂,降低催化剂成本与重金属污染风险。同时,原料的绿色化将成为趋势,开发以生物基己二胺为原料制备H300的技术,减少对石油资源的依赖,实现H300生产的全链条绿色化。H300在储存和运输过程中需要严格避免与水、醇、胺等含活泼氢的化合物接触,以防止发生不必要的化学反应。福建聚氨酯耐黄变单体H300公司
全球H300市场主要由国际化工巨头与国内**企业共同主导,德国巴斯夫、日本住友化学、江苏三木集团、浙江恒河化工是全球四大H300生产企业,合计占据全球90%以上的市场份额。其中,巴斯夫与住友化学凭借技术先发优势,在航空航天、**电子等**市场占据主导地位,其产品价格比国内同类产品高30%-50%;江苏三木集团自2015年实现H300工业化生产以来,通过持续的技术创新,产品质量已达到国际先进水平,在新能源、汽车制造等中**市场的份额不断提升,2024年其H300产能已达到2万吨/年,成为全球第二大H300生产商。江西不易黄变聚氨酯H300包装规格纳米技术被引入H300合成,通过控制晶体粒径(<100 nm)提升其催化效率和选择性。

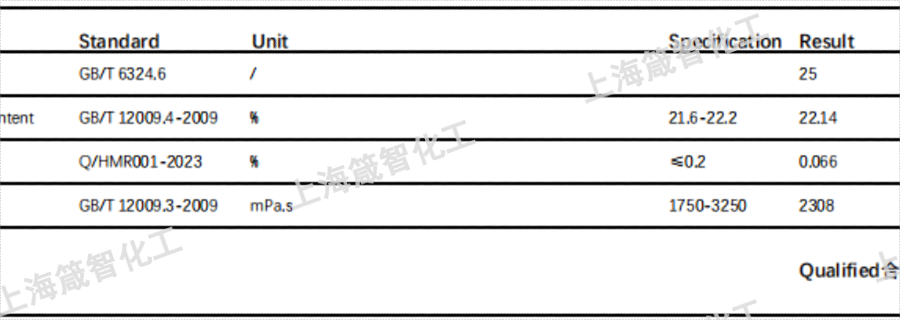
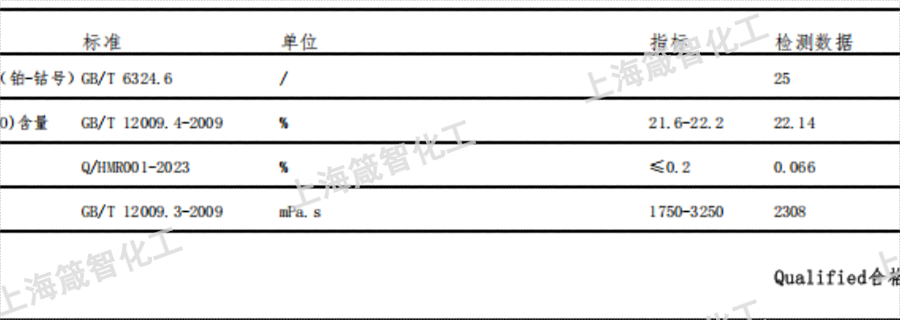
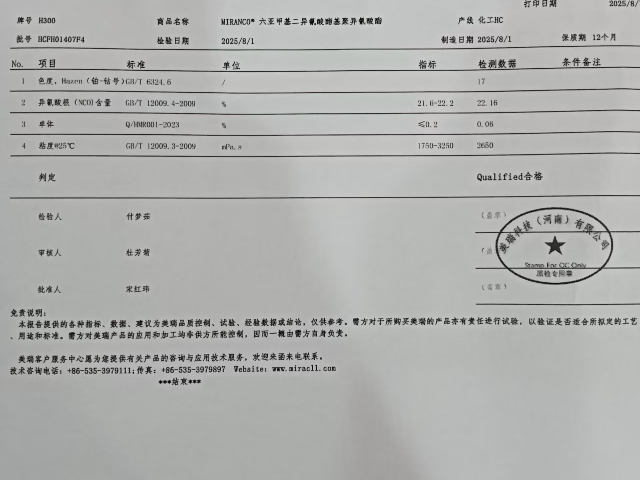
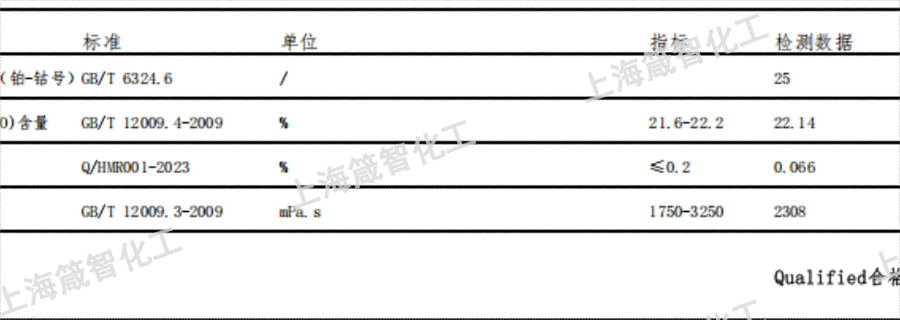
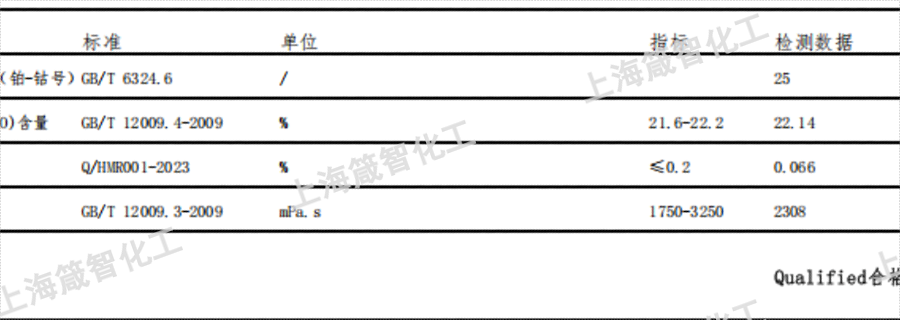
精馏提纯是提升H300纯度的关键步骤,采用双塔精馏工艺:***精馏塔去除低沸点杂质(如环己醇、未反应的己二胺),塔顶温度控制在120-130℃;第二精馏塔去除高沸点杂质(如H300二聚体),塔顶温度控制在220-230℃,真空度为0.001MPa。通过双塔精馏,H300的纯度可提升至99.5%以上,氨基值达到390-400 KOH mg/g。成品需进行严格的质量检测,包括外观、纯度、氨基值、粘度、水分含量等指标,检测合格后采用200L不锈钢桶密封包装,桶内充氮气保护,防止运输与储存过程中吸潮变质。每批次产品需附带质量检测报告,明确各项指标参数,确保符合客户应用需求。
加氢反应后的粗产物中含有H300、过量环己酮、催化剂及少量杂质(如单取代胺、环己醇),需通过后处理提纯环节去除,以获得高纯度产品。后处理流程主要包括催化剂分离、溶剂回收、精馏提纯三个步骤。催化剂分离采用陶瓷膜过滤法,过滤精度为0.2μm,确保催化剂完全去除,过滤后的催化剂经再生处理后循环使用。溶剂回收采用真空蒸馏法,在80-90℃、0.05MPa的条件下将环己酮与H300分离,环己酮回收率可达99%以上,回收后的环己酮经精制后可重新用于缩合反应。在高温环境下(150℃),H300的催化活性仍保持初始值的90%以上,稳定性优异。
高效化改进:为提高生产效率,科研人员积极研发新型催化剂,以加快反应速率,降低反应所需的活化能。同时,对反应设备与流程进行优化,引入先进的反应技术,如微通道反应技术。这种技术能够精确控制反应条件,提高反应的选择性和收率。一些企业通过引入连续化生产工艺,取代传统的间歇式生产,实现了生产过程的连续稳定运行,大幅提高了生产效率,降低了生产成本。智能化升级:随着智能化技术在工业领域的广泛应用,H300 的生产过程也朝着自动化与智能化控制方向发展。通过在生产设备中引入传感器、控制系统等智能设备,能够对生产过程中的温度、压力、流量等关键参数进行实时监控与精细调控。一旦参数出现异常,系统能够迅速做出反应,自动调整生产条件,确保产品质量的稳定性。智能化升级不仅提高了生产效率,还降低了人工成本,减少了人为因素对生产过程的干扰。废弃的H300溶液需通过化学沉淀法处理,生成无害的金属氢氧化物后再排放。苏州耐黄变聚氨酯单体H300代理商
3D打印技术用于H300反应器的精密制造,优化传质效率并缩短研发周期。福建聚氨酯耐黄变单体H300公司
良好的柔韧性赋予:由 H300 参与制备的材料往往具备良好的柔韧性。在聚氨酯弹性体的合成中,H300 的分子结构特点使得弹性体在微观层面形成独特的分子链排列方式,赋予弹性体出色的弹性与抗疲劳性能。在轮胎制造领域,采用 H300 制备的聚氨酯弹性体作为轮胎的内衬层或胎侧材料,能够让轮胎在承受频繁的压缩、拉伸等动态负荷时,始终保持稳定的性能,不易出现疲劳损坏,从而显著提高轮胎的使用寿命,同时改善车辆行驶过程中的舒适性与操控性能。福建聚氨酯耐黄变单体H300公司