-
 30 01宁德钛标准件源头供货商
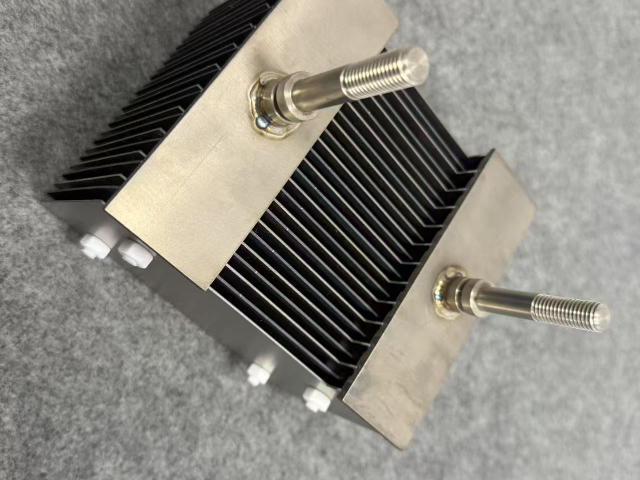
30 01宁德钛标准件源头供货商对于粗加工阶段的裂纹,可通过调整锻造温度与变形速度,减少应力集中。热处理裂纹源于加热速度过快或冷却不均,如TC4标准件退火时升温速度超过10℃/min,易产生热应力裂纹,需采用阶梯式加热方式,缓慢升温至目标温度,冷却时根据牌号选择合适的冷却速度,如纯钛空冷、TC4炉冷至500℃后空冷。变形问题主要出现在机加工与热处理后,机加工变形多因装夹... 【查看详情】
-
 29 01
29 01 -
 29 01有实力的钛阳极怎么联系
29 01有实力的钛阳极怎么联系80年代是涂层体系多元化期,针对不同工况需求,IrO₂-Ta₂O₅(析氧)、PbO₂(低成本)、Pt-Rh()等涂层相继开发,1985年涂层厚度控制精度提升至±1μm,实现不同场景的精细适配。90年代是涂层精细化期,1992年多层涂层技术诞生,通过底层、过渡层、活性层的设计提升结合力,1996年纳米涂层技术萌芽,涂层比表面积增大3倍,催化... 【查看详情】
-
 29 01宁夏TA1钛管源头厂家
29 01宁夏TA1钛管源头厂家在 “双碳” 目标下,绿色低碳将成为钛管产业可持续发展的底色。生产过程将推行节能降耗技术,高效节能冶炼设备、余热回收系统的广泛应用,将使单位产品能耗较 2020 年进一步下降 40% 以上。清洁生产技术将实现全覆盖,低温等离子体废气处理、智能化废水循环系统的应用,使废气处理效率提升至 95% 以上,废水循环利用率达到 90%。循环经济模式... 【查看详情】
-
 29 01延安TA9钛锻件厂家直销
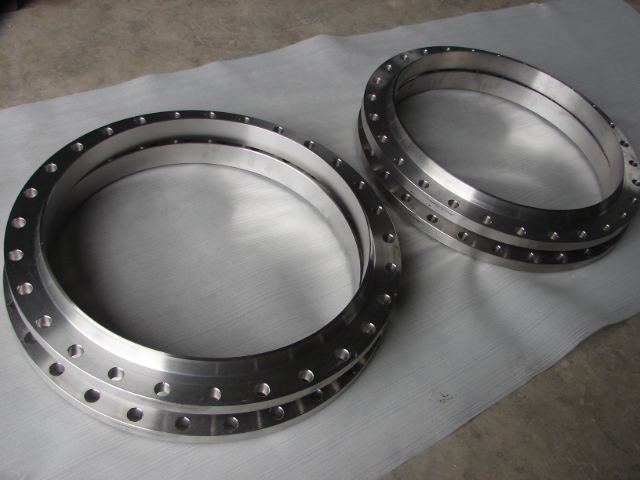
29 01延安TA9钛锻件厂家直销它配备有自动换刀系统和高精度的数控系统,可根据预先编写的程序,自动完成复杂形状的加工 。在加工带有特殊形状密封面或复杂螺栓孔布局的钛法兰时,加工中心能够通过五轴联动功能,实现刀具在空间的多角度运动,完成高精度的加工任务 。热处理设备是提升钛法兰性能的关键装备,常见的有箱式电阻炉、井式电阻炉等。箱式电阻炉利用电阻丝发热,在炉膛内形成均匀的温... 【查看详情】
-
 29 01上海钛标准件联系方式
29 01上海钛标准件联系方式执行标准是钛标准件生产、检验与应用的规范准则,分为国际标准、国内标准与行业标准,不同标准针对钛标准件的牌号、尺寸、性能、检验方法等做出明确规定,确保产品的通用性、互换性与可靠性,同时为国际贸易与技术交流提供依据。国际标准中,美国材料与试验协会(ASTM)的标准相当有影响力,ASTM F436《钛及钛合金垫圈标准规范》、ASTM F136《... 【查看详情】
-
 28 01
28 01 -
 28 01吴忠钛靶块货源源头厂家
28 01吴忠钛靶块货源源头厂家钛靶块行业的健康发展依赖于产业链各环节的协同合作与资源整合,形成了从上游原料到下游应用的完整产业生态。上游环节,高纯海绵钛的生产是关键基础,国内企业在海绵钛提纯技术上的突破,有效降低了对进口原料的依赖;设备制造业的发展则为钛靶块生产提供了先进的熔炼、加工、检测设备支持。中游环节,靶材制造企业通过技术创新提升产品质量,形成了 “提纯 - 成... 【查看详情】
-
 28 01
28 01 -
 28 01
28 01 -
 27 01
27 01 -
 27 01抚州TA2钛标准件源头供货商
27 01抚州TA2钛标准件源头供货商21世纪初至2010年,电子信息产业崛起推动钛标准件向微型化、高精度方向发展,微型紧固件、连接器技术突破,成为精密电子设备构件。随着半导体、智能手机、笔记本电脑向小型化、高密度化发展,对连接构件的尺寸、精度、可靠性要求严苛,传统金属标准件难以满足,钛标准件凭借优异综合性能成为推荐。技术突破聚焦微型化制造:2005年日本开发微锻压-精密拉拔... 【查看详情】


