- 品牌
- 武汉创能
- 型号
- 创能
- 结构型式
- 分立式,台式,手持式,便携式,组合式
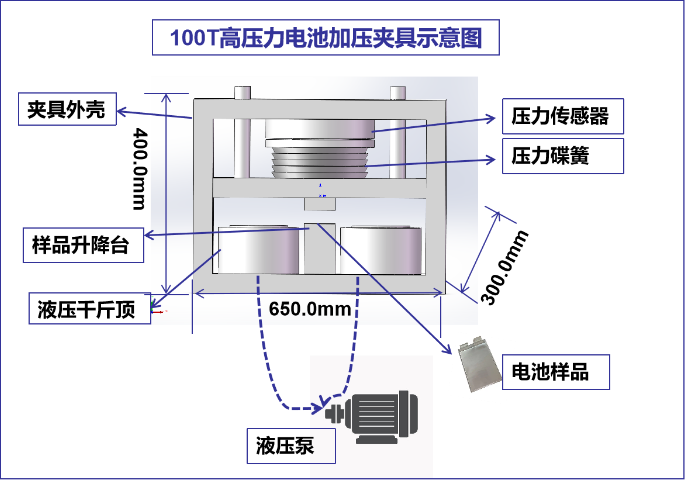
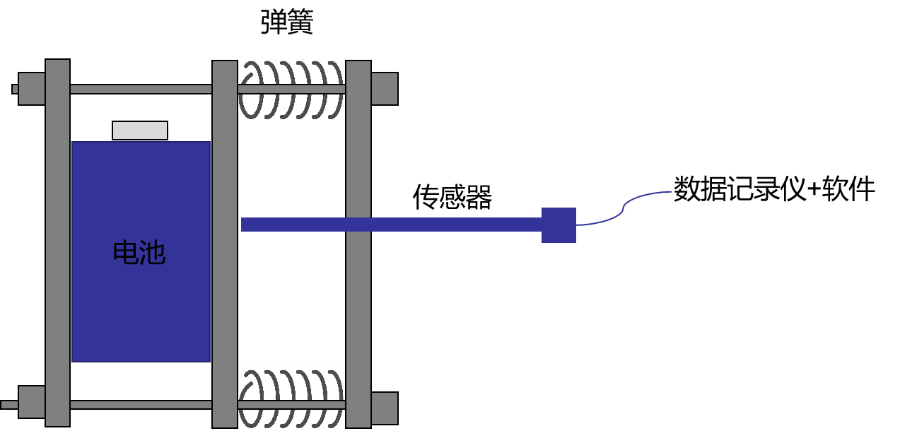
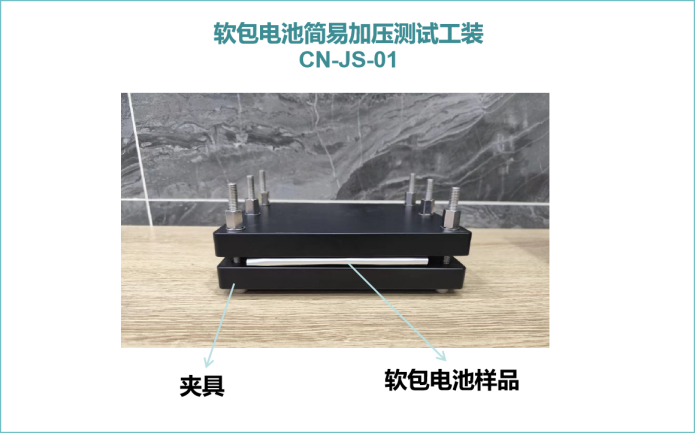
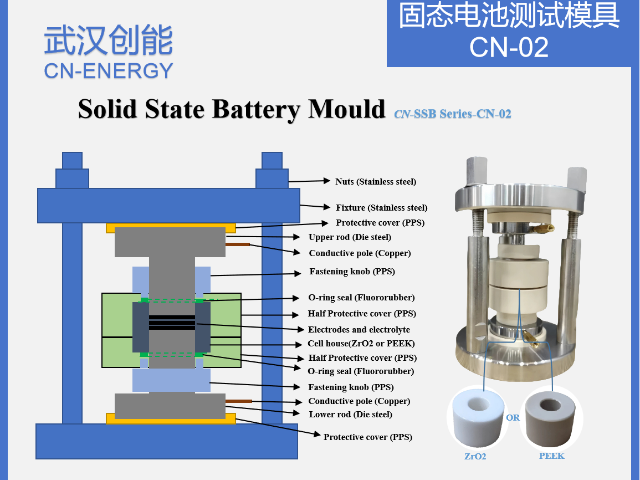
电池固定与定位夹具:材料: 通常选用绝缘、阻燃、耐高温、低释气材料(如PEEK, PTFE, Ceramic, FR4, 高性能工程塑料,金属部分需做绝缘处理)。结构: 需要精确限定电池位置,防止移动导致连接不良或短路。常见结构:上下盖板式: 通过螺丝或快锁机构压紧电池,中间有定位槽/框。适用于各种测试,尤其需要施加压力(如内阻测试)或环境密封时。抽屉/滑轨式: 方便快速放入取出电池。适用于大批量循环测试。适配块式: 针对不同尺寸电池设计可更换的适配块。压力控制 (可选但重要): 对于需要模拟电池组内受力状态或确保极耳良好接触的测试,可集成弹簧、气缸或压力传感器来控制施加在电池表面的压力(需均匀)。先进软包电池测试工装,前沿科技应用,提升测试整体水平。南昌固态软包电池测试工装公司推荐
便携式软包电池测试工装适用于现场检测、售后维护及户外研发测试场景,具备体积小、重量轻、续航能力强等特点。该类工装通常采用一体化设计,重量控制在5kg以内,便于携带,配备大容量锂电池供电,可支持4-8小时连续测试,满足户外无电源场景的测试需求。功能上,集成电性能测试模块,可快速检测电池容量、内阻、电压等关键参数,测试数据可通过蓝牙、WiFi传输至手机或电脑,支持数据实时查看、存储与导出。部分便携式工装还具备防水、防尘设计,适应户外复杂环境。南昌软包电池测试工装智能互联软包电池测试工装,数据实时传输,实现远程监控。
故障诊断与维护便捷性设计,能有效降低软包电池测试工装的运维成本,提升设备利用率。工装内置故障诊断模块,可实时监测各部件的工作状态,当出现探针接触不良、电路故障、压力异常等问题时,能快速定位故障位置并通过人机界面发出提示,便于操作人员及时排查。维护方面,工装采用模块化设计,各部件可单独拆卸、更换,无需整体拆解设备,大幅缩短维护时间。同时,厂家通常会提供易损件清单与维护手册,操作人员可定期对探针、缓冲件等易损件进行更换,延长设备使用寿命。
电气连接子系统是工装的“神经”,负责精细传输测试设备(如充放电仪)的电流、电压信号,并采集电池本体的响应。它远不止是简单的导线,而是包含低阻抗主回路、多通道电压与温度传感线、以及可能的交流阻抗(EIS)测量线路。主回路连接件需承受数十至数百安培的持续电流,必须具有足够的截面积和冷却设计。电压采样点(Kelvin连接)通常采用四线制,在尽可能靠近电池极耳根部的位置进行测量,以排除接触电阻和线路压降的影响。温度传感器(如热电偶、热敏电阻)的布点策略也至关重要,需监控极耳、电池中心、边角等关键位置。所有线缆需做好屏蔽,防止电磁干扰,并具备清晰的标识和可维护的插拔接口。创新软包电池测试工装,独特设计工艺,优化测试操作流程。
软包电池测试工装的兼容性设计是其核心竞争力之一,尤其适用于多规格、小批量定制化电池生产场景。传统工装多为固定尺寸设计,更换电池型号时需整体更换工装,耗时费力且增加生产成本。新一代测试工装采用模块化、可调节设计,通过更换定位块、调整压紧行程、切换探针模组等方式,可快速适配不同厚度(0.5-20mm)、不同长宽尺寸的软包电池,切换时间控制在5分钟以内。部分工装还支持自动识别电池型号,通过内置传感器检测电池尺寸后自动调节各模块参数,实现无人化快速切换,大幅提升生产线的柔性生产能力。灵活多变软包电池测试工装,适应复杂测试场景需求。海口恒位移软包电池测试工装要求
稳定运行软包电池测试工装,确保测试过程不间断。南昌固态软包电池测试工装公司推荐
软包电池测试工装的维护与保养同样不可忽视。由于测试环境复杂,工装表面容易积聚灰尘、电解液残留或其他污染物,可能影响接触性能。因此,定期清洁和检查接触片磨损情况至关重要。部分工装设计为可拆卸结构,便于快速更换损坏部件,降低维护成本。此外,建立工装使用记录档案,追踪其使用频次与性能变化,有助于实现预测性维护,提升整体设备的运行效率。在电池研发阶段,测试工装还需具备一定的灵活性和可扩展性。研究人员常常需要对不同配方、不同结构的电池进行对比测试,因此工装应支持快速调整测试参数或更换适配模块。例如,某些实验性电池可能具有非标准极耳间距或特殊封装形式,此时工装需具备定制化能力,以满足特定测试需求。模块化设计成为解决这一问题的有效途径,通过标准化接口实现功能扩展。
数据采集频率的提升要求测试工装具备更低的寄生参数。通过把分流器、温度采样电路直接集成在工装内部,可将电压采样线缩短至<30 mm,回路电感<20 nH,满足1000 Hz以上的EIS测试需求;同时采用同轴屏蔽结构,降低干扰噪声20 dB。工装输出接口升级为浮动差分快插,支持热插拔,维护时间缩短70%。内置校准存储器保存每通道的零点与增益修正值,软件自动调用,实现“即插即测”,无需现场标定。在电池回收与梯次利用场景,测试工装需兼容多种退役电池尺寸。开放式“抽屉滑轨”设计成为趋势:定位板像抽屉一样可拉出500 mm,人工放置电池后再推入测试位;接触组件通过磁栅尺实时反馈位置,系统自动计算极耳坐标并...
- 南昌固态软包电池测试工装公司推荐 2026-02-01
- 南宁固态软包电池测试工装要求 2026-02-01
- 苏州软包电池测试工装工艺流程 2026-02-01
- 安徽恒压软包电池测试工装测试盒 2026-02-01
- 济南软包电池测试工装测试盒 2026-02-01
- 济南叠片软包电池测试工装公司推荐 2026-02-01
- 黑龙江高压力软包电池测试工装公司推荐 2026-02-01
- 高压力软包电池测试工装图片 2026-02-01
- 宜昌固态软包电池测试工装工艺流程 2026-02-01
- 海口高精度软包电池测试工装公司推荐 2026-02-01
- 沈阳高精度软包电池测试工装工艺流程 2026-02-01
- 杭州恒位移软包电池测试工装测试盒 2026-01-31
- 北京恒位移软包电池测试工装要求 2026-01-31
- 南宁实验室软包电池测试工装要求 2026-01-31
- 汕头叠片软包电池测试工装价格 2026-01-31
- 哈尔滨固态软包电池测试工装测试盒 2026-01-31


- 安徽恒压软包电池测试工装测试盒 02-01
- 济南软包电池测试工装测试盒 02-01
- 济南叠片软包电池测试工装公司推荐 02-01
- 黑龙江高压力软包电池测试工装公司推荐 02-01
- 海口固态电池加压测试公司推荐 02-01
- 高压力软包电池测试工装图片 02-01
- 宜昌固态软包电池测试工装工艺流程 02-01
- 海口高精度软包电池测试工装公司推荐 02-01
- 福建实验室软包电池测试工装要求 02-01
- 山东软包电池测试工装要求 02-01