- 品牌
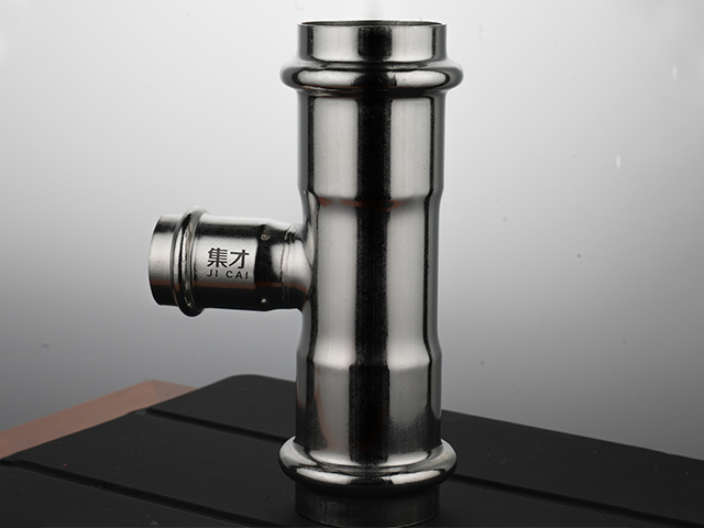
- 集才
- 生产方法
- 无缝钢管,焊接钢管
- 生产工艺
- 冷轧管,热轧管,冷拔管,挤压管
- 截面形状
- 圆管,方管,矩形管,椭圆管,异型管
- 连接方式
- 焊接式,热缩式,压缩式,卡压式,快接法兰式,环压式,螺纹式
- 用途
- 多种用途,五金,模具,工业,通用,医用,装饰,化工,机械,建筑
机械加工工艺对于不锈钢管件的制造至关重要,它能够确保管件达到精确的尺寸和良好的表面质量。常见的机械加工方法包括车削、铣削、钻孔、磨削等。车削加工主要用于加工管件的外圆表面、内孔以及端面等,通过旋转的工件和固定的刀具之间的相对运动,去除多余的金属材料,获得所需的尺寸精度和表面粗糙度。铣削则可用于加工管件的平面、沟槽、齿轮等各种形状,通过铣刀的旋转和工件的进给运动,实现复杂形状的加工。钻孔是在管件上加工各种孔径的孔,为后续的连接、安装等操作提供基础。磨削加工则用于对管件表面进行精密加工,进一步提高表面光洁度和尺寸精度。在机械加工过程中,需要根据不锈钢管件的材质特性、加工要求等因素,合理选择刀具材料、切削参数以及冷却润滑方式,以提高加工效率、保证加工质量,并减少刀具磨损。.316L不锈钢管件,含钼元素,抗腐蚀强,适用于海洋、化工等恶劣环境。江苏不锈钢异径二通批发

不锈钢管件的使用温度范围广,这主要取决于其材质和制造工艺的不同。一般来说,我们的管件产品能够在-20℃至110℃的温度区间内稳定工作,展现出出众的耐热性和耐寒性。在低温环境下,不锈钢管件能够保持良好的韧性和强度,不易发生脆化或变形。而在高温条件下,其稳定的化学性能和出色的耐热性能,使得管件能够承受较高的温度而不影响使用性能。当然,具体的使用温度还需根据管件的具体材质、壁厚以及工作环境中的其他因素来综合考虑。我们始终致力于为客户提供符合其需求和使用环境的不锈钢管件产品,确保在各种温度条件下都能发挥良好的性能。浙江不锈钢活动内丝接头打样抗震支架配套管件,8级地震无变形。

不锈钢管件作为管件领域中的一类关键产品,因其独特的材质特性而被广泛应用于多个行业。其类型丰富多样,包括不锈钢弯头、三通、四通、异径管、管帽等多种类型。不锈钢弯头主要用于改变管道的方向,使流体能够顺畅地沿预定路线流动。三通和四通则用于连接多个管道,实现流体的分流或合流。异径管则用于连接不同直径的管道,确保流体传输的连续性。而管帽则主要用于封闭管道的末端,防止流体泄漏。这些不同类型的不锈钢管件各具特色,能够满足不同管道系统的需求。同时,它们的存在也极大地提升了管道系统的可靠性和安全性,为现代工业的发展提供了坚实的支撑。
成型加工是不锈钢管件生产的环节,包括锻造、铸造、冲压、弯曲等多种工艺。随着技术的进步,精密铸造和数控加工技术的应用日益广,不仅提高了生产效率,还明显提升了管件的尺寸精度和表面质量。焊接是不锈钢管件连接的关键技术,常见的焊接方法有TIG焊、MIG焊、激光焊等,其中激光焊因其热输入小、焊缝质量好、变形小等优点,在不锈钢管件制造中逐渐占据主导地位。表面处理对于提高不锈钢管件的耐腐蚀性和美观度至关重要。常见的表面处理方法包括抛光、酸洗钝化、电镀等,这些处理不仅能去除表面缺陷,还能进一步增强不锈钢的防锈能力。此外,随着自动化和智能化技术的快速发展,不锈钢管件的生产线正逐步实现从原材料投入到成品产出的全过程自动化控制,提高了生产效率和产品质量稳定性。我们严格把控不锈钢管件质量,每道工序精心检测。

管道支撑与固定是不锈钢管件安装过程中的重要环节,它直接关系到管道系统的稳定性和安全性。合理设置管道支架能够有效减轻管件的受力负担,防止因管道自重、介质压力以及外部环境因素(如地震、风荷载等)导致管件变形、移位甚至损坏。根据管道的走向、管径大小、介质流量和压力等因素,选择合适的支架形式,如吊架、托架、弹簧支架等。支架的间距要严格按照设计要求确定,确保管道在运行过程中保持平稳。在固定管件时,要使用固定件,如管卡、螺栓、螺母等,并确保固定牢固。对于穿越楼板、墙壁的管道,要设置套管,套管的管径应比管道大1 - 2号,套管与管道之间应填充防火、防水、密封材料,防止管道因建筑物沉降、位移等原因受到损伤,保障管道系统的长期稳定运行。定制非标管件,3D扫描逆向建模交付。广东不锈钢90度等径弯头采购
快装卡压式接头,安装效率提升3倍。江苏不锈钢异径二通批发
对接焊接是一种常用于规格较大不锈钢管道系统的高效连接方式。在对接焊接过程中,首先将不锈钢管和管件进行精确对口,确保对接缝平整、间隙均匀。随后,沿着对接缝进行一圈精细的氩弧焊接,利用氩气的惰性保护,有效防止焊缝在焊接过程中受到氧化和污染,从而确保焊缝的强度和密封性。对接焊接具有焊缝强度高、密封性好、承受压力大等明显优点,特别适用于大型、高压的不锈钢管道系统。同时,该工艺还具备操作简便、焊接速度快的特点,能够明显提高管道系统的安装效率和整体性能。因此,在不锈钢管道系统的连接中,对接焊接成为了一种不可或缺的连接方式。 不锈钢管件价格合理,性价比高深受市场欢迎。江西不锈钢四通加工快速闪接是一种创新...
- 河北不锈钢外牙直通价格 2026-01-02
- 河北不锈钢异径三通厂家直销 2026-01-01
- 江苏不锈钢法兰源头工厂 2026-01-01
- 广东不锈钢异径90度弯头采购 2026-01-01
- 广东不锈钢圆形管帽 2026-01-01
- 江苏不锈钢异径二通批发 2026-01-01
- 河北不锈钢对焊法兰专业生产 2026-01-01
- 广东不锈钢等径直通加工厂家 2026-01-01
- 广东不锈钢内牙短弯头厂家供货 2026-01-01
- 广东不锈钢对焊法兰公司 2025-12-31



- 广东不锈钢管件厂家 2025-12-31
- 河北不锈钢盲板法兰加工厂家 2025-12-30
- 浙江不锈钢外牙直通专业生产 2025-12-30
- 江苏不锈钢45度b型弯头厂商 2025-12-30
- 浙江不锈钢弯头定制 2025-12-30
- 福建不锈钢管件制造 2025-12-30





- 江西不锈钢矩形管源头工厂 01-01
- 双卡压不锈钢水管联系方式 01-01
- 河北不锈钢换热管公司 01-01
- 江西不锈钢覆塑管规格 01-01
- 江西不锈钢盘管供应 01-01
- 河南标准壁不锈钢水管 01-01
- 河北不锈钢异径三通厂家直销 01-01
- 江苏不锈钢法兰源头工厂 01-01
- 广东不锈钢异径90度弯头采购 01-01
- 北京不锈钢水管厂家供货 01-01