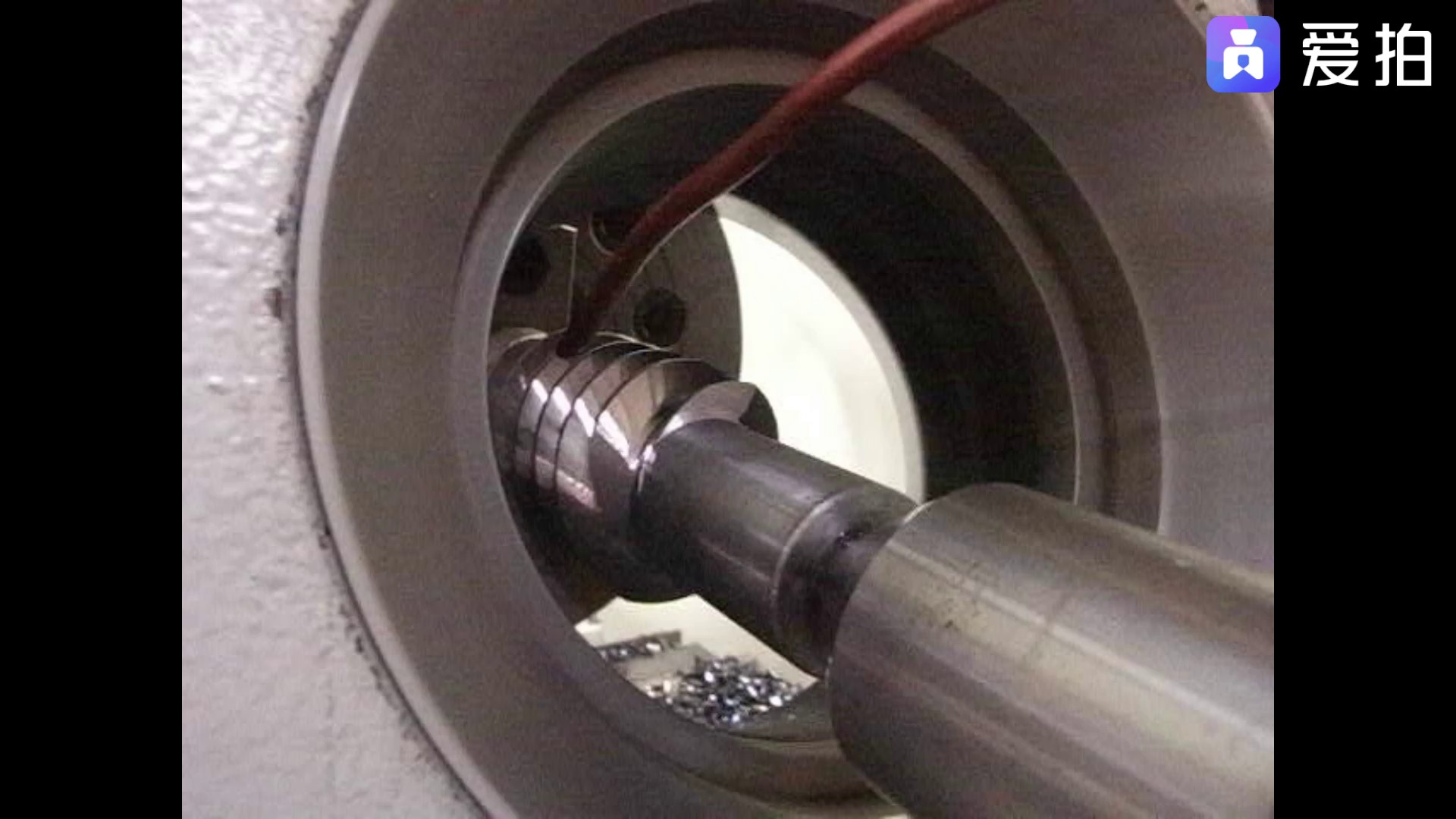
旋风铣加工高精度包装机计量螺杆失重称喂料螺杆在包装机械领域的应用计量螺杆包装机械的应用非常广。如粉剂包装机、颗粒包装机、失重称喂料机都采用了螺旋下料,精确计量包装。其螺杆形式也不尽相同。传统计量螺杆制作方法采用螺旋片焊接工艺,随着对计量精度的要求,目前南京创远采用CNC旋风铣、CNC螺杆铣整体棒料铣削,可完成难加工材料316不锈钢等高精度的变距、变径计量螺杆的加工。粉剂包装机螺杆适用于化工、食品、农副产品等行业的粉状、粉末、粉体状物料的定量包装;如:奶粉、淀粉、农药、兽药、预混料、添加剂、调味品、饲料、酶制剂等;颗粒包装机螺杆适用于橡胶颗粒、塑胶颗粒、肥料颗粒、饲料颗粒、化工颗粒、粮食颗粒、建材颗粒、金属颗粒封颗粒物料的定量包装。失重秤喂料螺杆是一种利用单位时间内物料减少速率来核算物料流量的定量给料设备,采用静态称量,动态控制的方法,是一种高精度的计量给料控制系统。失重秤可应用于电力、制药、食品、塑料、陶瓷、化工和建材等行业,作为粉体物料,颗粒物料、块状物料和片状物料的计量或定量给料设备!旋风铣可以实现多台设备的联动加工,提高了生产规模和效率。山西多头螺纹旋风铣哪里买
旋风铣切削螺纹的优点:加工效率高,比传统加工效率可提高10倍以上,产品-刀成形,偏心切削不需退刀,不改动车床结构,螺旋升角可调,安装方便,表面粗糙度可达Ra0.8微米,加工精度提高2级,车床轴向进给慢,易于操作,对工人专业技术能降低。旋风铣的切削形式分为:内切式、外切式。旋风铣为什么要斜角?这里所指的斜角就是,旋风铣加工里的螺旋升角-在中径圆柱面上螺旋线的切线与垂直于螺旋线轴线的平面的夹角。对应的就是螺纹工件的牙型角-螺纹轴向平面内螺纹牙型两侧边的夹角。牙型斜角-螺纹牙型的侧边与螺纹轴线的垂直平面的夹角。对称牙型根据旋风铣切削原理是需要螺旋升角的。阀门旋风铣值得推荐旋风铣在加工过程中可以实现对零件的在线检测和误差补偿,提高了加工精度和质量。

加工螺纹的方法有多种,但常见的方法是螺纹车削和螺纹旋风铣。旋风铣已被认为是生产大长径比零件的选择——特别是在大批量生产、材料加工要求苛刻、螺纹牙形深以及螺旋相对较大时就更为如此。这种加工方法早已有之,至今已经历半个世纪之久,但并未作为螺纹车削方法而得到采用。一方面是因为没有需求,另一方面是一直被视为更为复杂的加工方法,应用于特种加工。然而现在,涉及合适工件的需求不断增长,而螺纹旋风铣也变得更易于应用。而且更有意思的是,时下就有新的手段来优化加工性能
旋风铣焊接刀裂纹形成的机理:刀槽形状对裂纹形成的影响,刀槽的形状与刀杆焊接面不一致或相差较大,形成封闭式或半封闭式的槽形,易造成焊接面过多和焊层过大,由于热膨胀之后收缩率不一致,也易在刀片焊接处造成应力过大,形成崩裂。在满足使用所需要的焊缝强度要求下,尽可能减少钎焊面的面积。冷却对硬质合金形成裂纹的影响,焊接中或焊接后进行冷却或急速冷却以及焊剂脱水不良,都会使刀片产生爆裂而裂纹贯通!因此要求焊料有良好的脱水性。焊后不能放在水中急速冷却,要放在石灰、石棉粉、砂子等中缓慢冷却。缓冷后在300℃左右保温6小时以上随炉冷却。创远旋风铣厂家销售的旋风铣,创新工艺者。

以外旋铣工艺为例,加工工具为内侧置刀片的铣刀环,即铣刀位于刀盘内侧。加工时离心刀盘以高转数围绕工件旋转,工件则以较慢速度绕轴心转动。刀盘以X线为轴的转角决定了螺纹的斜度,同时保证铣刀的切面与螺纹的走向一致。刀盘沿X轴的上下径向进给量决定了螺纹的深度。旋铣机可加工出不同斜度,不同深度的左、右双向螺纹。根据不同的加工要求,刀盘与加工件可沿同一方向或互为反向转动。在车床上用方料或圆料加工细长圆柱体是很不容易的,尤其是非金属材料:如碳棒、有机玻璃棒、塑科和术棒等,强度很低极易破碎和断裂生产立方氨化硼需用直径20mm碳棒,在车床上加工非常困难,所以旋风铣床可以用方料或圆料毛坯加工成各种直径的细长圆柱体。用24X24方料加工成直径20mm米长1000mm的碳棒只需用30秒钟旋风铣的加工过程中,产生的噪音小,对环境污染小。常州三螺杆泵转子旋风铣产品介绍
它可以进行多轴加工,实现复杂零件的加工。山西多头螺纹旋风铣哪里买
旋风铣焊接刀裂纹形成的机理及类型:加热对硬质合金形成裂纹的影响。硬质合金刀片与钢(刀杆)的热膨胀系数相差较大,而且合金的导热性能也较刀体材料差,若在焊接时快速加热会产生很大内应力,促使刀片在焊接层处热应力过大导致刀片崩裂。因此焊接温度控制在约大于焊料溶点30~50℃。选用的焊料其熔点应低于刀杆熔点60℃,焊接时火焰应由下向上均匀加热慢慢预热进行焊接,因此要求刀槽与刀片焊接面形成一致。局部过热会使刀片本身或刀片与刀杆的温差较大的(大与厚的刀片更为严重),热应力将使刀片刃口崩裂。所以要求预热时先对刀杆预热,若刀片与刀杆一起加热应前后左右往返移动火焰进行加热,这样可避免热量集中造成局部过热而产生裂纹山西多头螺纹旋风铣哪里买