数控旋风铣的工作原理:根据零件形状、尺寸、精度和表面粗糙度等技术要求制定加工工艺选择加工参数。通过手工编程或利用CAM软件自动编程,将编好的加工程序输入到控制器。控制器对加工程序处理后,向伺服装置传送指令。伺服装置向伺服电机发出控制信号。主轴电机使刀具旋转,X、Y和Z向的伺服电机控制刀具和工件按一定的轨迹相对运动,从而实现工件的切削。数控铣床主要由床身、铣头、纵向工作台、横向床鞍、升降台、电气控制系统等组成。能够完成基本的铣削、镗削、钻削、攻螺纹及自动工作循环等工作,可加工各种形状复杂的凸轮、样板及模具零件等。数控铣床的床身固定在底座上,用于安装和机床各部件,控制台上有彩色液晶显示器、机床操作按钮和各种开关及指示灯。纵向工作台、横向溜板安装在升降台上,通过纵向进给伺服电机、横向进给伺服电机和垂直升降进给伺服电机的驱动,完成X、Y、Z坐标的进给。电器柜安装在床身立柱的后面,其中装有电器控制部分多主轴多工位机型产能达百万件 / 年,是通用机床的 10-15 倍。丝杠数控旋风铣工艺
南京创远旋铣作为旋风铣行业的中坚力量,在这一领域拥有着丰富且令人瞩目的经验。多年的摸爬滚打,让我们积累了深厚的技术底蕴。从初期对传统旋风铣工艺的钻研,到如今行业前沿的数控旋风铣技术的应用,每一步都凝聚着我们的智慧与汗水。在生产过程中,我们遭遇过无数的挑战,但凭借丰富的经验,都能化险为夷。无论是面对复杂的零部件加工需求,还是应对严苛的精度要求,我们都能游刃有余地解决。丰富的经验让我们深知如何优化生产流程,提高生产效率,同时确保产品质量的稳定性和可靠性。我们的经验还体现在对市场趋势的敏锐洞察上。能够准确把握行业发展的脉搏,提前布局,研发出符合市场需求的新产品、新技术。正因如此,南京创远旋铣始终在激烈的市场竞争中占据一席之地。同时,丰富的经验也培养了一支高素质的团队。从技术研发人员到生产前线的工人,再到售后服务团队,每一位成员都传承着企业的经验和精神,为客户提供有质量且专精的服务。南京创远旋铣将继续凭借丰富的经验,不断创新,为客户提供更有质量的旋风铣产品和服务,推动整个行业的发展与进步。循环螺杆数控旋风铣加装采用分段支撑与动态补偿技术,解决大型工件加工挠度问题。

数控旋风铣的加工范围十分广,不仅能够加工单头、多头螺纹,还可以对蜗杆、丝杠、螺母等各类具有螺纹结构或特殊形状的产品进行加工。单头螺纹和多头螺纹在机械传动中有着不同的应用场景,单头螺纹传动平稳,多头螺纹则能实现快速传动,数控旋风铣能够根据不同的螺纹头数要求,精确调整加工参数,保证螺纹的加工质量。蜗杆和丝杠是机械传动中的重要部件,其精度要求较高,数控旋风铣通过高精度的切削和进给运动,能够加工出符合精度标准的蜗杆和丝杠。螺母作为与丝杠配合使用的部件,其内部螺纹的精度直接影响着传动效果,数控旋风铣同样能够精细加工出各类规格的螺母,满足不同设备的装配需求。
旋风铣专机该方式精度虽高,加工范围也广,但需要巨额投资设备;并且柔性差,不能完成走心机能加工的后续车铣及钻孔等一系列的其他加工工序;在走心机旋风铣动力刀座出现后,在加工接骨螺钉小蜗杆、微型小丝杠等领域,该专机方式已经完全淘汰。2、普通车床+旋风铣刀座该方式为国内采用的改造方式,投资小但比较低端,只能加工大的丝杠等部件,不能加工接骨螺钉等微型零件且精度有限。3、瑞士型走心机+旋风铣刀座该方式只需在走心机上加装旋风铣刀座,精度高,数控化自动加工,加工范围较广且不需要购买专用机床,投资少,效益高;并且可以完成车铣钻等后续一系列其他加工工序,可以实现无人值守高效加工;是接骨螺钉和小蜗杆等零件的加工解决方案中径锥度控制在 0.01mm/1000m,确保丝杠装配后运动平稳。

在钻凿过程中螺纹受到高频率的脉动冲击载荷,同时还要传递很大的扭矩,这就对波形螺纹质量提出了高的要求。双波螺纹牙型特殊,螺距较大,加工起来困难很大。传统的加工方法是仿形法,这种方法切削抗力较大且当长径比较大时会导致工件刚性不足,工艺系统容易出现严重振动,制约了产品的质量和生产效率;近一个多月,我司在双波螺纹杆旋铣加工上有了的新突破,利用数控旋风铣采用尖刀偏心旋风铣削法加工波形螺纹,此方法提高了螺纹的质量和生产效率5 轴联动加工航空航天结构件,一次性完成多面加工减少装夹。蜗杆数控旋风铣推荐厂家
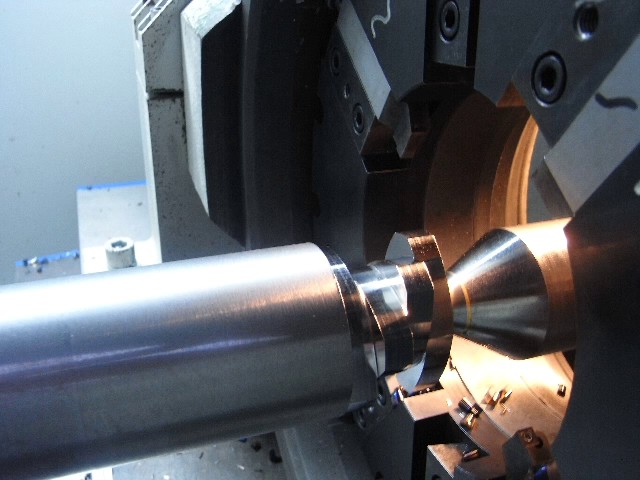
适配飞机起落架轴类零件,减少应力集中延长疲劳使用寿命。丝杠数控旋风铣工艺
在数控旋风铣的高速切削过程中,产生的切削热中有 85%-90% 会被切屑带走,这一特点使得工件在加工过程中不易发生变形。金属切削过程中不可避免地会产生大量的热量,如果这些热量大量积聚在工件上,会导致工件温度升高,进而产生热变形,影响工件的尺寸精度和形状精度。而数控旋风铣由于切削速度快,切屑能够在短时间内被排出,同时带走了大部分的切削热,使得工件的温度上升幅度较小。这种良好的散热效果有效减少了热变形对加工质量的影响,尤其对于一些薄壁工件、细长轴等易变形的工件来说,更是保证了其加工后的尺寸稳定性和形状准确性,提高了产品的合格率。丝杠数控旋风铣工艺