旋风铣切削螺纹的优点:1、加工效率高,比传统加工效率可提高几倍甚至十几倍以上;2、产品一刀成形,偏心切削不需退刀,加工精度高;3、不改动车床结构,螺旋升角可调,安装方便,节省投资专机设备的费用;4、表面粗糙度可达Ra0.8微米,加工精度提高2级;5、车床轴向进给慢,易于操作,对工人专业技术能降低。零件加工要求:零件为活动扳手调节开口宽度的螺轮,材料为20号圆钢,牙侧有一定粗糙度要求,切断处螺牙部需要倒角,中间销孔与外圆柱面必须有较好的同轴度,否则调整时不会灵活自如,甚至卡死,为便于大拇指握持拨动,其表面要有平行于轴心线的直纹滚花!你知道什么是螺纹旋风铣呢?雨花台区地址钻杆螺杆旋风铣规格
选择适合旋风铣加工螺纹的刀具,需要考虑以下因素:螺纹类型:确定所需加工的螺纹类型,如普通螺纹、梯形螺纹等。螺纹尺寸:根据螺纹的直径、螺距等尺寸要求,选择合适的刀具。工件材料:不同的工件材料可能需要不同的刀具材料和几何形状。刀具材料:通常选择耐磨、耐高温的硬质合金材料。刀具形状:例如,刀尖角度、刃口形状等。刀具精度:确保刀具的精度满足螺纹加工的要求。生产厂家:选择品牌和可靠的刀具供应商。加工条件:考虑加工速度、切削深度等因素。成本因素:在满足加工要求的前提下,选择经济合理的刀具。刀具寿命:选择寿命长的刀具,以降低成本和提高生产效率。栖霞区花键轴螺杆旋风铣应用范围涨知识!梯形螺杆的制作方法,旋风铣可以一次成型。

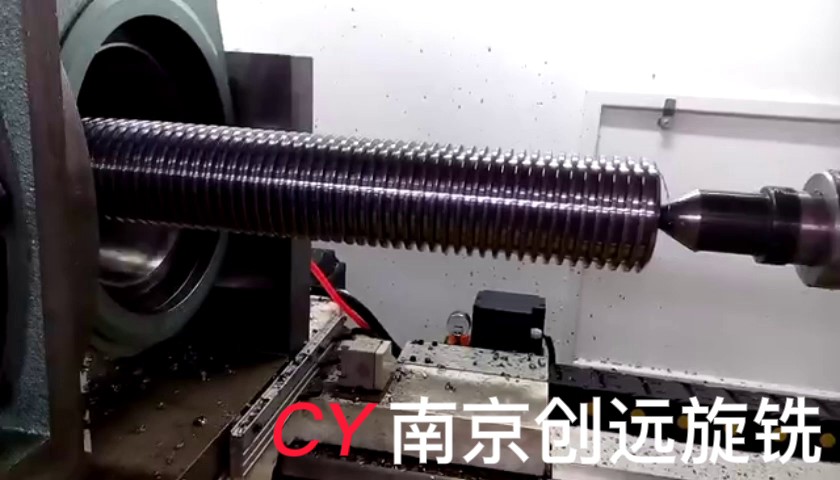
普通车床+旋风铣刀座:该方式为国内采用的改造方式,投资小但比较低端,只能加工大的丝杠等部件,不能加工接骨螺钉等微型零件且精度有限;南京创远旋铣装备制造有限公司,20年专注旋风铣,提供全套螺纹旋铣技术解决方案;公司设计生产制造数控螺纹旋风铣床、数控蜗杆旋风铣床系列、数控丝杆螺杆旋风铣床系列,螺杆泵转子旋风铣床系列、公司针对异形螺旋类工件开发的专用机床;旋风铣是通过安装在高速旋转刀盘上的硬质合金成型刀具,从工件上铣削出螺纹的螺纹加工方法。因其铣削速度高(速度达到400m/min),加工效率快,和传统的车削效率高几倍甚至十几倍
通常,在同一个刀夹环上,有用于粗加工和精加工的刀片,安装在不同的径向位置,并切削不同的螺纹区域。关于前面提到的表面质量,旋风切削形状并不是完美的圆形,而是多边形,如铣削中那样(而车削中则为圆形)。然而,这些多边形点与外接圆之间的最大距离很小,旋风切削时约为0.1µm,远小于传统铣削。因此,在相同的切削参数下,将会有更好的精度,或者在相同的所需精度下,可能会有更短的切削时间。铣削蜗杆时的表面粗糙度比旋风铣削过程中的表面粗糙度更大,因为在后一种情况下,刀片是逐渐地进入工件。使用大圆盘铣刀进行铣削(因此两种加工过程中的切屑量相同)速度更快,但铣削时表面更粗糙,因为铣刀试图爬升工件。就粗糙度而言,蜗杆旋风铣和铣削之间的比较与圆周逆铣(传统铣削)和顺铣(顺铣)之间的比较非常相似。它具有较低的热变形和切削力,能够保证加工质量的稳定性。

什么是旋风铣呢?旋风铣是通过安装在高速旋转刀盘上的硬质合金成型刀具,从工件上铣削出螺纹的螺纹加工方法。因其铣削速度高(速度达到400m/min),加工效率快,和传统的车削效率高几倍甚至十几倍,加工过程中切削飞溅如旋风而得名—旋风铣。旋风铣可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。表面粗糙度能达到Ra0.8μm。旋风铣时机床主轴转速慢,所以机床运动精度高、动态稳定性好,是一种**的螺纹加工方法。走心机配旋风铣螺杆总感觉是那么完美,产品可一次成型。玄武区螺纹套螺杆旋风铣要多少钱
螺杆泵转子专机设备,一次铣削加工完成只需5分钟。雨花台区地址钻杆螺杆旋风铣规格
设置旋风铣加工螺纹的切削深度需要考虑以下因素:刀具强度:确保切削深度在刀具的承受范围内,避免过度磨损或损坏。螺纹尺寸:根据螺纹的规格和要求,确定合适的切削深度。工件材料:硬度较高的材料可能需要较小的切削深度。机床性能:考虑机床的刚性和功率,以确保能够承受切削深度。加工精度:为了满足精度要求,可能需要适当调整切削深度。经验参考:借鉴类似加工条件下的经验,设置合理的切削深度。具体设置步骤如下:根据工件和刀具的特点,初步确定一个切削深度。进行试加工,观察加工效果和刀具磨损情况。根据试加工结果,适当调整切削深度。重复试加工和调整,直到获得满意的加工效果。在加工过程中,持续监测刀具磨损和加工质量,必要时再次调整切削深度。雨花台区地址钻杆螺杆旋风铣规格