单螺杆泵转子旋风铣床:加工范围覆盖直径 2-200mm、长度 0.5-8m,小模数 0.3mm,主轴回转精度 0.001mm,支持硬旋风铣削工艺。优势在于针对不同规格转子定制化切削方案,从微型点胶泵转子到大型油田输送泵转子均可高效加工,加工合格率稳定在 99% 以上,避免传统加工的尺寸偏差与表面粗糙问题。应用于单螺杆泵转子及模芯加工,涵盖石油化工、给排水、食品加工等行业,解决传统设备无法适配多规格转子、加工周期长、表面质量不达标的关键痛点。先进的螺杆旋风铣技术,有效降低螺杆加工成本。六合区花键轴螺杆旋风铣推荐厂家
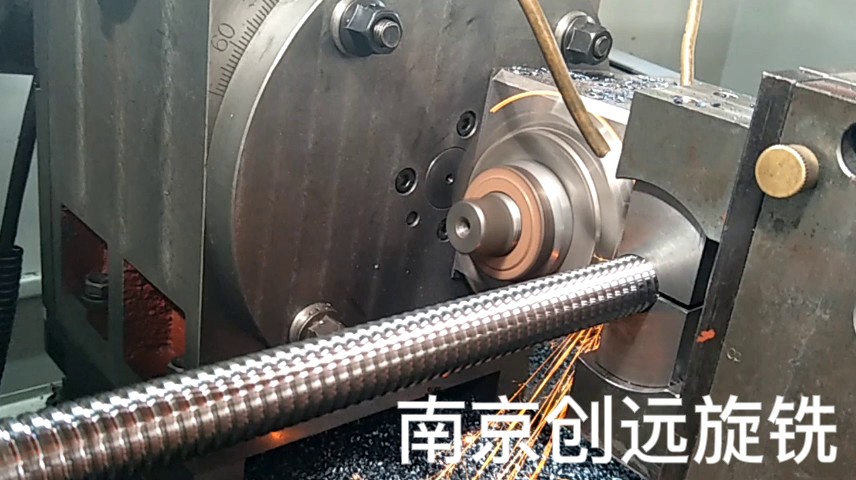
什么是螺纹旋风铣?螺纹旋风铣是用装在高速旋转刀盘上的硬质合金成型刀,从工件上铣削出螺纹的螺纹加工方法。因其铣削速度高(速度达到400m/min),加工效率快,并采用压缩空气进行排屑冷却。加工过程中切削飞溅如旋风而得名—旋风铣。旋风铣可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。表面粗糙度能达到Ra0.8μm。旋风铣时机床主轴转速慢,所以机床运动精度高、动态稳定性好,是一种先进的螺纹加工方法。其它一般螺纹的加工方法相比,螺纹旋风铣切削螺纹有如下的优点螺纹旋风铣在加工过程中需要完成五个加工运动:1、刀盘带动硬质合金成型刀高速旋转(主运动)2、车床主轴带动工件慢速旋转(辅助运动)3、旋风铣根据工件螺距或导程沿工件轴向运动(进给运动)4、旋风铣在车床中拖板带动下进行径向运动(切削运动)5、旋风铣在一定角度范围内还有螺旋升角调整的自由度(旋转运动)。螺纹也和其他类型的外表一样,有必定的尺度精度、形位精度和外表质量的要求。因为它们的用处和运用要求不同,技能要求也有所不同,往往加工螺纹难点就是对精度和功率的操控南京刻槽钻杆螺杆旋风铣欢迎选购螺杆旋风铣以其出色的性能,成为螺杆加工的理想选择。

节能电机的应用使螺杆旋风铣在高效加工的同时降低能耗。设备采用高效节能型伺服电机,其能效等级达到国家一级标准,相比传统电机,能耗降低 30% 以上。在螺杆的大批量生产中,节能电机的优势更加明显。某螺杆制造企业拥有多台螺杆旋风铣,采用节能电机后,每年电费支出减少数十万元。此外,节能电机运行时产生的热量较低,减少了冷却系统的负荷,进一步降低了整体能耗,符合国家节能减排政策要求,为企业实现绿色生产、降低运营成本提供了有力支持。
相较于传统螺纹滚压工艺,螺杆旋风铣在加工适应性上展现出明显优势。螺纹滚压对工件材料硬度限制严格,需控制在HRC40以下,且不适用于牙形不对称的螺纹加工,对毛坯尺寸精度要求极高。而螺杆旋风铣突破了这些局限,可轻松加工HRC55以上的高强度合金钢,无论是对称标准螺纹还是异形螺旋结构,都能实现高精度加工。南京创远依托这一优势,针对不同行业需求开发了专用机床,涵盖空压机转子、挤出机螺纹套、EPS转向螺杆等多种异形工件加工场景。这种广的适应性让螺杆旋风铣成为打破滚压工艺束缚、满足制造需求的关键技术,尤其适用于对螺纹结构有特殊要求的精密零部件生产。通过优化冷却润滑系统,螺杆旋风铣可延长刀具寿命,降低生产成本。

模块化设计是螺杆旋风铣提升加工灵活性的重要特征。设备的刀具模块采用快换结构,操作人员可在几分钟内完成不同规格刀具的更换,快速切换螺杆加工任务。无论是加工小直径的精密螺杆,还是大直径的重型螺杆,只需更换相应刀具模块,并在数控系统中调整参数,即可满足不同生产需求。在模具制造企业,常常需要加工多种规格的顶出螺杆,使用模块化设计的螺杆旋风铣,能够快速响应订单变化,减少设备调整时间,提高设备利用率,使企业在多品种、小批量生产模式下保持高效生产能力。螺杆旋风铣助力制造业,生产出高质量、高性能的螺杆。秦淮区多头螺纹螺杆旋风铣特点
采用静音设计的螺杆旋风铣,有效降低加工噪音,改善车间工作环境。六合区花键轴螺杆旋风铣推荐厂家
旋风铣削工艺的独特优势在于有效降低切削力,提升设备稳定性。在传统螺杆加工中,切削力较大易导致设备振动,影响加工精度并加剧刀具磨损。螺杆旋风铣采用的旋风铣削工艺,通过高速旋转的铣刀以较小的切削深度进行多层切削,将切削力分散,使切削过程更加平稳。在加工高强度合金钢螺杆时,传统工艺可能因切削力过大导致螺杆变形,而旋风铣削工艺凭借低切削力特性,不仅保证了螺杆的尺寸精度,还使设备振动幅度降低 60% 以上,延长了设备使用寿命,减少了维护成本,尤其适用于难加工材料的螺杆加工。六合区花键轴螺杆旋风铣推荐厂家