南京创远旋铣作为旋风铣行业的中坚力量,在这一领域拥有着丰富且令人瞩目的经验。多年的摸爬滚打,让我们积累了深厚的技术底蕴。从初期对传统旋风铣工艺的钻研,到如今行业前沿的数控旋风铣技术的应用,每一步都凝聚着我们的智慧与汗水。在生产过程中,我们遭遇过无数的挑战,但凭借丰富的经验,都能化险为夷。无论是面对复杂的零部件加工需求,还是应对严苛的精度要求,我们都能游刃有余地解决。丰富的经验让我们深知如何优化生产流程,提高生产效率,同时确保产品质量的稳定性和可靠性。我们的经验还体现在对市场趋势的敏锐洞察上。能够准确把握行业发展的脉搏,提前布局,研发出符合市场需求的新产品、新技术。正因如此,南京创远旋铣始终在激烈的市场竞争中占据一席之地。同时,丰富的经验也培养了一支高素质的团队。从技术研发人员到生产前线的工人,再到售后服务团队,每一位成员都传承着企业的经验和精神,为客户提供有质量且专精的服务。南京创远旋铣将继续凭借丰富的经验,不断创新,为客户提供更有质量的旋风铣产品和服务,推动整个行业的发展与进步。适配飞机起落架轴类零件,减少应力集中延长疲劳使用寿命。转子数控旋风铣简介
许多齿轮都可以使用塑料作为原材料来加工,包括:正齿,伞齿和蜗轮在确定塑料齿轮是否适合特定应用时,**关键的因素是环境。塑料的尺寸稳定性不及金属,它们的强度和刚性的特性严重依赖于温度,并可能因暴露于水或化学物质中而改变(水分会导致许多塑料材料膨胀,化学暴露可能导致它们收缩或膨胀,这取决于化学物质和塑料。)塑料齿轮和金属齿轮在负载下其接触类型也是不同的。金属齿轮主要是线接触,一次啮合一个齿。但塑料轮齿具有在负载下变形的渐开线表面,将接触压力分布在较大表面上并允许相邻齿之间的接触。这提供了齿轮之间的负载分配,并且有助于在某些应用中改进塑料齿轮的使用寿命,特别是那些具有高冲击载荷和相对较低连续载荷的应用。较轻质量的塑料齿轮意味着它们的惯性比与其相对的金属齿轮要低,这对于航空航天和一些***应用是必不可少的。大多数塑料齿轮不需要润滑即可运行,或者*需要嵌入润滑材料(如石墨,硅树脂或PTFE)。但是,一些操作条件仍需要考虑润滑的影响因素。在选择塑料齿轮润滑剂时,应考虑到齿轮所处的工作环境,负载和速度等条件。如果润滑剂与塑料材料不兼容,则会影响塑料的性能和寿命。地脚螺栓数控旋风铣加装采用同步齿形带传动,铣削器电机与主轴速比恒定无滑差。

数控旋风铣的系统内存容量较大,能够执行大工件的加工程序,并且控制点位丰富,满足了复杂工件的加工需求。大工件的加工程序通常包含大量的指令和数据,需要系统有足够的内存来存储和处理这些信息。较大的系统内存确保了设备能够顺利加载和执行大工件的加工程序,不会出现因内存不足而导致程序运行中断的情况。控制点位丰富意味着设备能够对更多的运动轴和辅助功能进行精确控制,在加工复杂工件时,能够实现多轴联动和复杂的动作序列,保证刀具能够按照预设的轨迹精确运动,从而加工出形状复杂、精度要求高的工件。这种强大的系统性能使得数控旋风铣在处理大型、复杂工件时表现出色,拓展了其应用范围。
随着制造业智能化升级,数控旋风铣也在不断融入智能技术。部分型号设备具备远程监控和诊断功能,工作人员可通过远程终端实时了解设备运行状态,及时发现并解决设备潜在问题,进一步提升设备使用便利性和生产效率。该设备在加工范围上较为广,可加工不同规格、不同类型的螺纹工件。从小型精密螺纹部件到大型螺纹工件,都能高效完成加工,无需频繁更换设备,减少企业设备投入成本,提高设备利用率。考虑到生产场地限制,数控旋风铣在结构设计上注重空间利用率。设备体积设计合理,占地面积小,便于企业在有限的生产场地内进行布局规划,优化生产空间,提高生产场地使用效率。采用分段支撑与动态补偿技术,解决大型工件加工挠度问题。

南京创远旋铣的数控丝杆旋风铣床是一款专为长丝杠及螺杆加工而精心打造的数控机床。这款机床在机床丝杠制造行业,为机床的精确传动提供关键部件;阀门丝杆领域,确保阀门的精细把控;在注塑机挤出螺杆行业,助力塑料制品的生产;在包装机计量螺杆行业,为精细计量包装提供支持。其特点,首先,机床运用旋风铣内包络高速成型铣削技术,这一创新技术使加工效率相较于传统车削大幅提高,可达5-20倍之多,缩短了生产周期,提高了企业的产能和效益。其次,技术方面表现良好。机床采用液压V型钳口自定心跟刀技术,这种夹持技术不仅夹持性能优异,而且刚性强。这一点解决了在细长丝杆旋风铣削过程中震刀的工艺难题,确保了加工的稳定性和精度。再者,另一个技术在于机床配备了模块化机夹旋风铣刀盘及机夹旋风铣刀片。无需繁琐的对刀操作,不同螺距的丝杆只需使用快换可转位刀片,操作便捷。尤其针对难加工的不锈钢材料,依然能够实现高速铣削,并且使表面粗糙度及螺纹精度提高2级,提升了产品的质量和性能。南京创远旋铣的数控丝杆旋风铣床,以其良好的性能和创新的技术,为生产加工带来更高的价值和更可靠的保证。行星减速机构将主轴转速降至 0.96r/min,满足低速进给需求。地址钻杆数控旋风铣特点
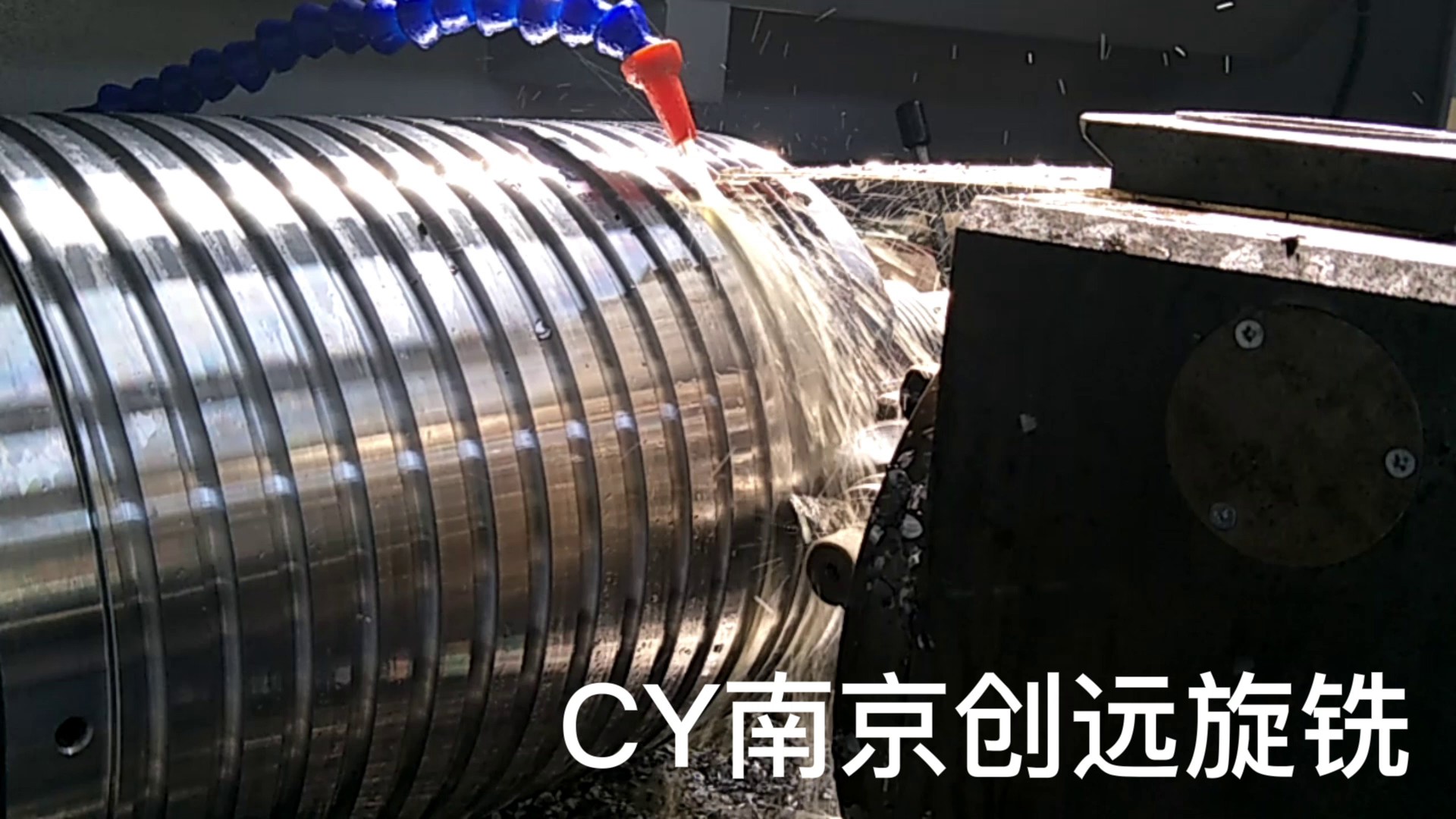
切削速度达 120-180m/min,背吃刀量 0.03-0.06mm 实现精细切削。转子数控旋风铣简介
旋风铣的实现方式:1、旋风铣专机:该方式精度虽高,加工范围也广,但需要巨额投资设备;并且柔性差,不能完成走心机能加工的后续车铣及钻孔等一系列的其他加工工序;在走心机旋风铣动力刀座出现后,在加工接骨螺钉小蜗杆、微型小丝杠等领域,该专机方式已经完全淘汰;2、普通车床+旋风铣刀座:该方式为国内采用的改造方式,投资小但比较低端,只能加工大的丝杠等部件,不能加工接骨螺钉等微型零件且精度有限;3、瑞士型走心机+旋风铣刀座:该方式只需在走心机上加装旋风铣刀座,精度高,数控化自动加工,加工范围较广且不需要购买专用机床,投资少,效益高;并且可以完成车铣钻等后续一系列其他加工工序,可以实现无人值守高效加工;是接骨螺钉和小蜗杆等零件的加工解决方案转子数控旋风铣简介