旋风铣是与普通车床配套的高速铣削螺纹装置。用装在高速旋转刀盘上的硬质合金成型刀,从工件上铣削出螺纹的螺纹加工方法。因其铣削速度高(速度达到400m/min),加工效率快,并采用压缩空气进行排屑冷却。加工过程中切削飞溅如旋风而得名—旋风铣。旋风铣可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。表面粗糙度能达到Ra0.8μm。车床的主轴转速慢,所以机床运动精度高、动态稳定性好,是一种先进的螺纹加工方法。蜗杆旋风铣在加工过程中需要完成哪些加工运动?安徽库存旋风铣应用范围
CYW系列数控旋风铣床是针对减速机行业孔输入轴输入多头蜗杆(3-6头)、螺杆加工而开发的高效数控机床。机床采用外旋风铣内包络高速成型铣削外螺纹;外铣削头可加工任意头数蜗杆;特点:系统实现X、Z、C轴铣刀轴B轴4轴3联动控制;机床主轴伺服电机经高精密伺服减速器,实现了主轴的精确定位与强力分度切削;刀具主轴转速变频可任意调整,使加工不同直径、材质得工件可选择比较好的刀具切削速度;机床配可机夹刀具,机夹刀片高效铣内包络削蜗杆;蜗杆两端锋利边刺可3轴联动自动去除;阀门旋风铣哪里好数控蜗杆旋风铣床、数控铣床产生气功系统故障的主要原因是什么?

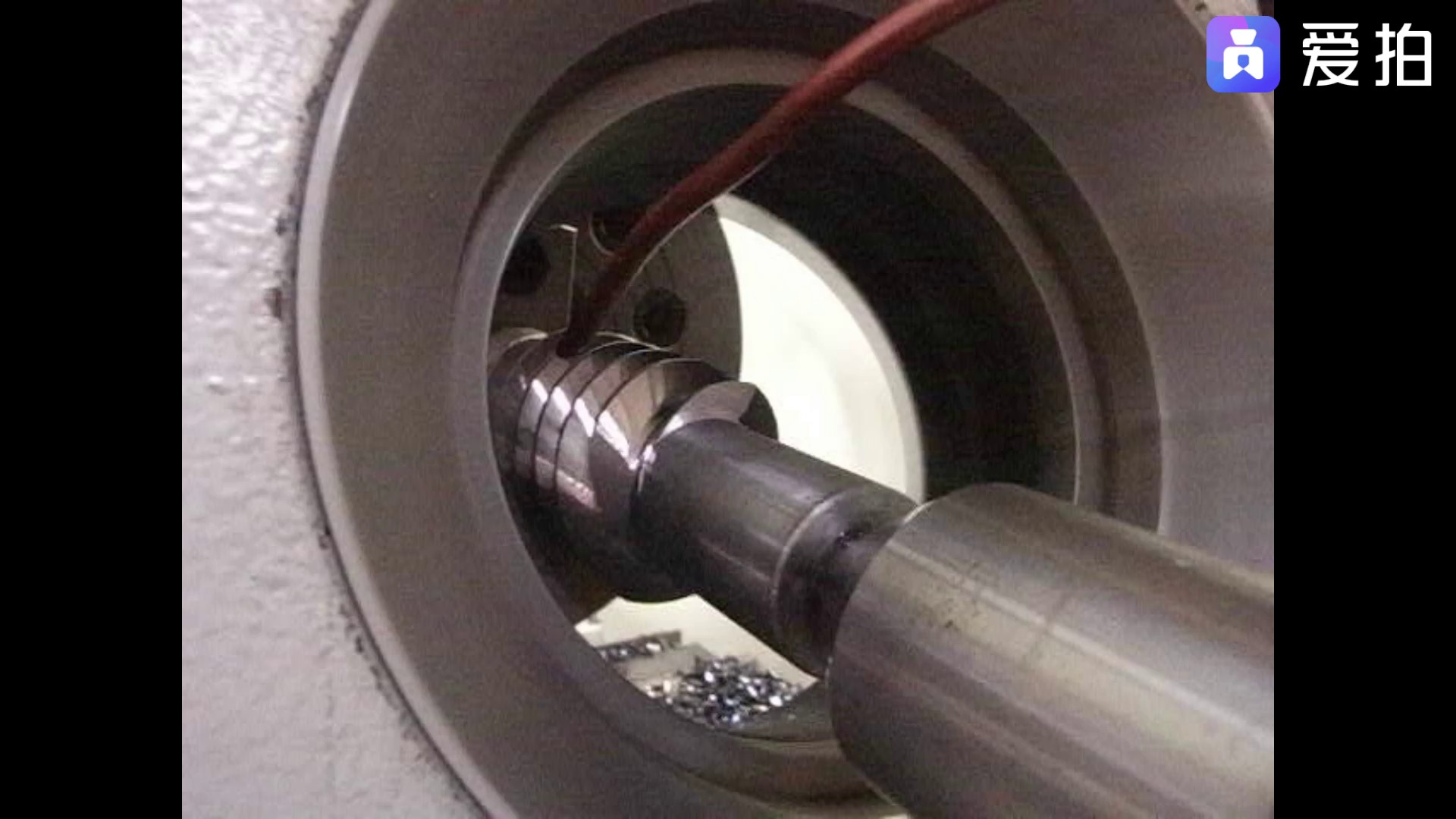
旋风铣加工原理和轨迹:用数控镗孔机床加工大型内螺纹时,可以采用旋风铣削。 其加工原理是以:高速旋转的成形磨机,刀尖旋转圆始终与内螺纹外径内接。 同时,刀具围绕工件孔的轴线进行螺旋运动。此时,60成形支架切除与刀尖干涉的金属,在工件孔壁上切割螺纹槽。螺旋运动是通过数控机床的螺旋插补功能实现的。 旋风铣削采用从孔底向外加工的方法,以防止切屑和工具的干涉阻力及加工部位被切屑复盖。内螺纹旋风铣削借用NC-120装置的刀片、刃盘、刃棒。另外,设计制造了将NC-120的刃棒和刃盘连接在前面,将后面的锥形柄连接在机床的主轴上的专门的连接杆。
旋风铣焊接刀裂纹形成的机理及类型:刀槽底面有缺陷对裂纹形成的影响,刀片和刀槽的接触面不平整,如有黑皮麻坑、局部不平等原因,使焊接不能形成平面结合,造成焊料分布不匀,这样不但影响焊缝强度而且引起应力集中,导致刀片断裂,因此,刀片要研磨接触面,对刀片刀槽的焊接面应清洗干净。在铣刀片槽与刀片配合过程中,要求刀片伸出刀杆支承部分不大于0.5mm,如果刀片伸出刀杆支承部分过大或刀杆支承部分较弱,就会使刀在焊接过程中承受拉力而产生断裂现象。刀片二次加热对裂纹形成的影响,片在钎焊后,紫铜钎料没有完全填满缝隙,个别出现虚焊,有的刀在出炉过程中,刀片在刀杆上掉下来,因此需二次加热,这样一来,粘结剂Co严重烧损,WC晶粒长大,有可能直接导致刀片裂纹。挤出机螺纹元件旋风铣效率高吗?

一般小导程滚珠丝杠都采用单线,中,大或超大导程采用两线或多线。丝杠的高效加工方法——旋风铣削丝杠。丝杠的高效加工旋风铣是安装在车床上与车床配套的高速铣削螺纹装置,将旋风铣安装在车床中拖板上车床夹持丝杠完成低速进给运动,旋风铣带动外旋刀盘硬质合金刀具高速旋转,完成切削运动。从丝杠上铣削出螺纹的螺纹加工方法。因其铣削速度高(速度达到400m/min)加工效率快,并采用压缩空气进行排屑冷却,加工过程中切屑飞溅如旋风而得名-丝杠旋风铣。旋风铣头加工螺纹有震纹怎么办?浙江多头蜗杆旋风铣欢迎选购
不锈钢计量螺杆高效旋风铣技术。安徽库存旋风铣应用范围
加工数量日益增多的螺钉零件(如动车行业)时,如同在螺纹旋风铣中一样,采用多刃刀具有多方面的优势。旋风铣属于多刃切向加工,这样一来,就要求切削刃坚固安全,能够承受中等的机械和热负荷。切屑较短是另一项优势(在较长的螺纹车削走刀中,这往往是个问题),因为同螺纹车削需要多次走刀相比,旋风铣只需一次走刀即可。通过使刀具靠近机床主轴上支撑工件的位置,就能在螺纹旋风铣时确保长工件的稳定性。现在,通过正确选择加工参数,就可以更容易地设定螺纹旋风铣,在加工要求苛刻的材料时极为可靠和高效,并且能获得理想的结果。螺纹旋风铣在不断地优化,不断地更新。不就的将来螺纹旋风铣,数控旋风铣,旋风铣,在螺纹加工行业一直被人们所使用。安徽库存旋风铣应用范围
南京创远旋铣装备制造有限公司专注技术创新和产品研发,发展规模团队不断壮大。一批专业的技术团队,是实现企业战略目标的基础,是企业持续发展的动力。诚实、守信是对企业的经营要求,也是我们做人的基本准则。公司致力于打造***的旋风铣,蜗杆旋风铣,丝杆旋风铣,螺杆旋风铣。公司凭着雄厚的技术力量、饱满的工作态度、扎实的工作作风、良好的职业道德,树立了良好的旋风铣,蜗杆旋风铣,丝杆旋风铣,螺杆旋风铣形象,赢得了社会各界的信任和认可。