CY-124CNC数控精密蜗杆旋风铣床专门针对小模数蜗杆精密高效加工而开发的一款专用机床,机床采用45°斜床身、整体全防护结构,主轴头架采用伺服电机直连精密蜗轮副机构,带C轴功能,X/Z向采用直线导轨和滚珠丝杠,伺服驱动;机床为采用外旋风铣削CNC控制、数控系统4轴3联动完成蜗杆加工。机床采用了导轨液压跟刀机构,采用精密C型硬质合金跟刀套,可加工各类电机轴微型精密蜗杆,应用座椅调节蜗杆,雨刮器蜗杆,摇窗机蜗杆等。机床采用进口刀具可加工蜗杆精度达5-6级精度;数控螺纹旋风铣床的功能特点有哪些?南京阀门旋风铣欢迎来电
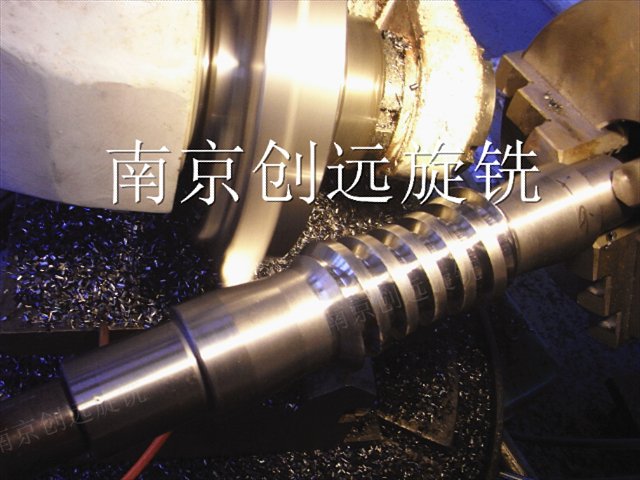
一般小导程滚珠丝杠都采用单线,中,大或超大导程采用两线或多线。丝杠的高效加工方法——旋风铣削丝杠。丝杠的高效加工旋风铣是安装在车床上与车床配套的高速铣削螺纹装置,将旋风铣安装在车床中拖板上车床夹持丝杠完成低速进给运动,旋风铣带动外旋刀盘硬质合金刀具高速旋转,完成切削运动。从丝杠上铣削出螺纹的螺纹加工方法。因其铣削速度高(速度达到400m/min)加工效率快,并采用压缩空气进行排屑冷却,加工过程中切屑飞溅如旋风而得名-丝杠旋风铣。南京阀门旋风铣欢迎来电供应各种旋风铣机夹刀具可转位刀片的设计制造!

旋风铣可以实现干切削、重载切削、难加工材料和超高速切削消耗动力小。表面粗糙度能达到Ra08um。车床主轴转速慢所以机床运动精度高、动态稳定性好,是一种先进的螺纹加工方法。旋风铣的每种规格型号的旋铣头都可配备为内外螺纹一体机;根据涡轮流量计的工件设计和配备适合的刀具形式。刀盘端面跳动和径向跳动控制在2um:每件都通过三坐标测量机检测合格再入库。旋风铣电机与主轴之间采用同步齿形带传动传动平稳,无滑差,速比更恒定。主轴的端面跳动和轴向窜动控制在5um;每件都通过三坐标测量机检测合格再装配。
在车床上作非车削加工,是在设备缺少等因素下不得已而为之的做法,然而在这个过程中,聪慧的劳动人民发现,改造后的机床,可以完成很多高效高质的加工。 在车床上进行铣削加工中,旋风铣螺纹就是其中之一。旋风铣刀盘旋转方向与机床主轴(零件)旋转方向相反为顺铣,这样可以加工出好的表面质量。反之为逆铣,被加工表面质量差。旋风铣可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。表面粗糙度能达到Ra0.8μm。车床主轴转速慢,所以机床运动精度高、动态稳定性好,是一种先进的螺纹加工方法。旋风铣在加工螺杆泵转子应用有哪些?

传统式的旋风铣在加工工件的全过程中,电动机管理中心偏位,造成车刀轴造成振动,危害工件的加工品质,本实用新型旋风铣本身顶端配有电机座,电机座将电动机牢牢地的固定不动在旋风铣本身上边,促使电动机好的工作,不容易产生偏位,防止了上述所说情况的产生。旋风铣头的制做是依据工件的尺寸,及其旋风铣的品质度来考量的,因此旋风铣头的一些加工工艺及其方式 ,并不是我们自己能进行的,找技术专业的旋风铣生产厂家是必不能选的。滚珠丝杠硬旋风铣精如何保证精度?购买旋风铣欢迎咨询
旋风铣可以实现干切削、重载切削、难加工材料和高速切削。南京阀门旋风铣欢迎来电
数控旋风铣床的使用过程中,我们会遇到很多的问题,例如数控铣床气动系统也很容易出现故障,造成气动故障的原因有这些:空气过滤装置堵塞导致压力下降;气动元件的密封圈老化;气路中积水积压;维电器故障。但是在遇到数控铣床的气动故障的时候,我们要对造成故障的原因进行排除,这样才能有效的对故障进行处理。数控旋风铣床在加工的切削过程中,对于高难度产品的加工来说,选择合适有效的铣刀也至关重要,一下是针对在困难的加工条件下的一些指导方法。小直径的铣刀与大直径的铣刀相比而言,小直径铣刀价格低、而且在同等时间单位内能切出更多的工件材料,而大直径铣刀与工件的接触面要大,徐降低一定的速度,因此,使用小直径的铣刀能得到更高的金属去除率。但是,小直径的刀具不仅要适用于摆线切削,还要与切削的工件材料相匹配。还有就是要注意铣刀在切削过程中发出的声音。南京阀门旋风铣欢迎来电
南京创远旋铣装备制造有限公司是一家金属切削机床制造,金属成型机床制造,机床功能部件及附件制造,数控机床制造,数控机床销售,金属切削机床销售,金属成型机床销售,机床功能部件及附件销售,金属加工机械制造,通用设备维修,机械设备销售,机械设备研发,通用设备制造,五金制品制造,人工智能行业应用系统集成服务,智能控制系统集成,人工智能通用应用系统,电气机械设备销售;的公司,是一家集研发、设计、生产和销售为一体的专业化公司。南京创远旋铣深耕行业多年,始终以客户的需求为向导,为客户提供***的旋风铣,蜗杆旋风铣,丝杆旋风铣,螺杆旋风铣。南京创远旋铣始终以本分踏实的精神和必胜的信念,影响并带动团队取得成功。南京创远旋铣始终关注机械及行业设备市场,以敏锐的市场洞察力,实现与客户的成长共赢。