为了达到钻石辊铺装机设计要求精度,首先是选择适合于制造钻石辊所需的刚性、韧性、表面处理后的耐磨性以及加工性能优良的材料,其次是选择有足够高加工精度的加工钻石辊工作母机,再次是应具有相应的检测检验手段。目前,钻石辊的装备及加工行业参差不齐,大部分厂家自己在车床上改造装备或加工,即便是加工出来了钻石辊,只能说是有了螺旋线而已,根本就不知道是否符合设计要求,更无从谈起高精的质量保证了。首先钻石辊材料和热处理工艺保证钻石辊挠度的影响;钻石辊采用合金钢材料调质先进热处理,保证材质的材料硬度及刚性,减少钻石辊的加工变形。钻石辊螺旋线的加工精度;一般而言,铺装机铺装下料主要依靠钻石辊的沟槽,而非钻石辊的间隙。钻石辊的沟槽小,间隙小,精度高,南京创远旋铣装备的数控钻石辊旋风铣床有效控制钻石辊螺旋精度分头精度0.001度,钻石辊直线度0.015mm,生产的钻石辊依靠设备保证左右螺旋沟槽深度一致,菱形面光洁一致。精密磨床磨削保证高精度。保证钻石辊辊面、轴承档的尺寸精度;精密检测手段旋风铣可以在短时间内完成大量的加工任务,提高生产效率。直销旋风铣产品介绍
为了达到钻石辊铺装机设计要求精度,首先是选择适合于制造钻石辊所需的刚性、韧性、表面处理后的耐磨性以及加工性能优良的材料,其次是选择有足够高加工精度的加工钻石辊工作母机,再次是应具有相应的检测检验手段。目前,钻石辊的装备及加工行业参差不齐,大部分厂家自己在车床上改造装备或加工,即便是加工出来了钻石辊,只能说是有了螺旋线而已,根本就不知道是否符合设计要求,更无从谈起高精的质量保证了。首先钻石辊材料和热处理工艺保证钻石辊挠度的影响;钻石辊采用合金钢材料调质先进热处理,保证材质的材料硬度及刚性,减少钻石辊的加工变形。钻石辊螺旋线的加工精度;一般而言,铺装机铺装下料主要依靠钻石辊的沟槽,而非钻石辊的间隙。钻石辊的沟槽小,间隙小,精度高,南京创远旋铣装备的数控钻石辊旋风铣床有效控制钻石辊螺旋精度分头精度0.001度,钻石辊直线度0.015mm,生产钻石辊依靠设备保证左右螺旋沟槽深度一致,菱形面光洁一致。精密磨床磨削保证高精度。保证钻石辊辊面、轴承档的尺寸精度;精密检测手段。山西芯轴旋风铣应用范围你不了解的旋风铣,加工螺纹的神器。

为了达到钻石辊铺装机设计要求精度,首先是选择适合于制造钻石辊所需的刚性、韧性、表面处理后的耐磨性以及加工性能优良的材料,其次是选择有足够高加工精度的加工钻石辊工作母机,再次是应具有相应的检测检验手段。目前,钻石辊的装备及加工行业参差不齐,大部分厂家自己在车床上改造装备或加工,即便是加工出来了钻石辊,只能说是有了螺旋线而已,根本就不知道是否符合设计要求,更无从谈起高精的质量保证了。首先钻石辊材料和热处理工艺保证钻石辊挠度的影响;钻石辊采用合金钢材料调质先进热处理,保证材质的材料硬度及刚性,减少钻石辊的加工变形。钻石辊螺旋线的加工精度;一般而言,铺装机铺装下料主要依靠钻石辊的沟槽,而非钻石辊的间隙。钻石辊的沟槽小,间隙小,精度高,南京创远旋铣装备的数控钻石辊旋风铣床有效控制钻石辊螺旋精度分头精度0.001度,钻石辊直线度0.015mm,生产的钻石辊依靠设备保证左右螺旋沟槽深度一致,菱形面光洁一致。精密磨床磨削保证高精度。保证钻石辊辊面、轴承档尺寸精度;精密检测手段
旋风铣焊接刀裂纹形成的机理:刀槽形状对裂纹形成的影响,刀槽的形状与刀杆焊接面不一致或相差较大,形成封闭式或半封闭式的槽形,易造成焊接面过多和焊层过大,由于热膨胀之后收缩率不一致,也易在刀片焊接处造成应力过大,形成崩裂。在满足使用所需要的焊缝强度要求下,尽可能减少钎焊面的面积。冷却对硬质合金形成裂纹的影响,焊接中或焊接后进行冷却或急速冷却以及焊剂脱水不良,都会使刀片产生爆裂而裂纹贯通。因此要求焊料有良好的脱水性。焊后不能放在水中急速冷却,要放在石灰、石棉粉、砂子等中缓慢冷却。缓冷后在300℃左右保温6小时以上随炉冷却。旋风铣可以加工各种材料,包括金属、塑料、木材等。

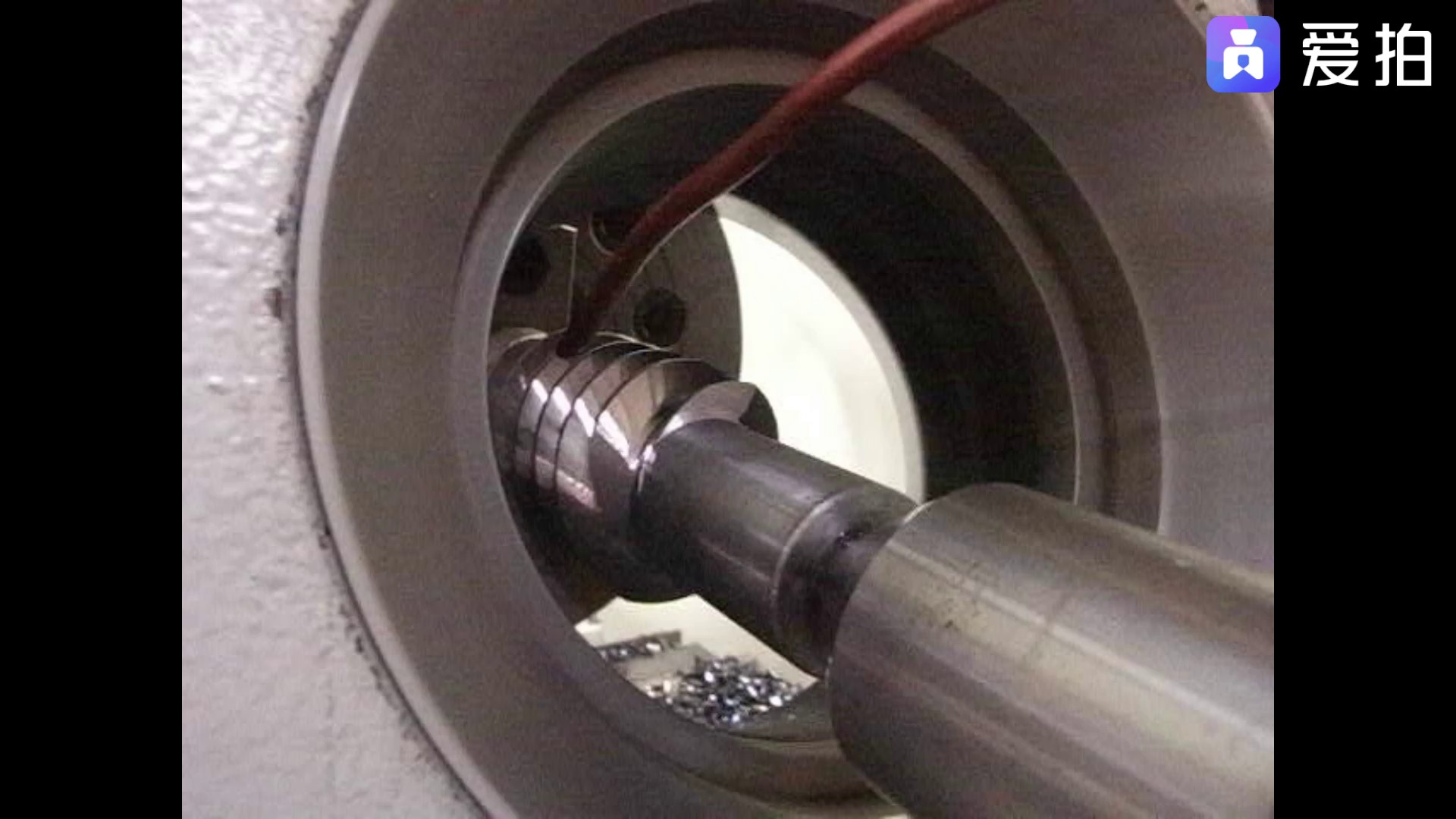
在车床上作非车削加工,是在设备缺少等因素下不得已而为之的做法,然而在这个过程中,聪慧的劳动人民发现,改造后的机床,可以完成很多高效高质的加工。在车床上进行铣削加工中,旋风铣螺纹就是其中之一。旋风铣刀盘旋转方向与机床主轴(零件)旋转方向相反为顺铣,这样可以加工出好的表面质量。反之为逆铣,被加工表面质量差。旋风铣可以实现干切削、重载切削、难加工材料和超高速切削,消耗动力小。表面粗糙度能达到Ra0.8μm。车床主轴转速慢,所以机床运动精度高、动态稳定性好,是一种先进的螺纹加工的方法。铣刀用钝后,应停车磨刃或换刀,停车前先退刀,当刀具未全部离开工件时,切勿停车。直销旋风铣产品介绍
了不起的旋风铣基础知识。直销旋风铣产品介绍
旋风铣焊接刀裂纹形成的机理及类型:加热对硬质合金形成裂纹的影响。硬质合金刀片与钢(刀杆)的热膨胀系数相差较大,而且合金的导热性能也较刀体材料差,若在焊接时快速加热会产生很大内应力,促使刀片在焊接层处热应力过大导致刀片崩裂。因此焊接温度控制在约大于焊料溶点30~50℃。选用的焊料其熔点应低于刀杆熔点60℃,焊接时火焰应由下向上均匀加热慢慢预热进行焊接,因此要求刀槽与刀片焊接面形成一致。局部过热会使刀片本身或刀片与刀杆的温差较大的(大与厚的刀片更为严重),热应力将使刀片刃口崩裂。所以要求预热时先对刀杆预热,若刀片与刀杆一起加热应前后左右往返移动火焰进行加热,这样可避免热量集中造成局部过热而产生裂纹!直销旋风铣产品介绍
南京创远旋铣装备制造有限公司是一家集生产科研、加工、销售为一体的****,公司成立于2020-05-20,位于桠溪国际慢城小镇10栋B15-156室。公司诚实守信,真诚为客户提供服务。公司现在主要提供旋风铣,蜗杆旋风铣,丝杆旋风铣,螺杆旋风铣等业务,从业人员均有旋风铣,蜗杆旋风铣,丝杆旋风铣,螺杆旋风铣行内多年经验。公司员工技术娴熟、责任心强。公司秉承客户是上帝的原则,急客户所急,想客户所想,热情服务。公司与行业上下游之间建立了长久亲密的合作关系,确保旋风铣,蜗杆旋风铣,丝杆旋风铣,螺杆旋风铣在技术上与行业内保持同步。产品质量按照行业标准进行研发生产,绝不因价格而放弃质量和声誉。南京创远旋铣装备制造有限公司以诚信为原则,以安全、便利为基础,以优惠价格为旋风铣,蜗杆旋风铣,丝杆旋风铣,螺杆旋风铣的客户提供贴心服务,努力赢得客户的认可和支持,欢迎新老客户来我们公司参观。