- 品牌
- 弘盛科技
- 型号
- 通用
在纯水设备的市场竞争中,广州弘盛科技发展有限公司凭借自身的优势脱颖而出。我们拥有非常专业的技术团队,具备丰富的行业经验和创新能力,能够为客户提供高质量的产品和服务。我们的产品涵盖了多个行业的纯水设备需求,具有非常普遍的适用性。同时,我们注重品牌建设和客户服务,树立了良好的品牌形象,赢得了客户的信任和口碑。这些优势使得我们在市场竞争中占据有利地位,不断拓展市场份额,为更多企业提供高质量的纯水设备和解决方案。电子厂的纯水设备确保芯片生产环境纯净。江西生物制药纯水设备品牌

广州弘盛科技发展有限公司考虑到不同水源的水质差异,开发出多种适应不同水源的纯水设备。对于以地表水为水源的地区,如江河、湖泊附近的企业,设备首先配备高效的预处理系统,通过多介质过滤、活性炭吸附、絮凝沉淀等工艺,去除地表水中大量的泥沙、悬浮物、藻类、有机物及微生物等杂质,再结合反渗透、离子交换等深度处理技术,生产出符合要求的纯水。以地下水为水源时,因地下水中可能含有较高的硬度离子、铁锰离子等,设备针对性地采用软化、除铁除锰等工艺,先对地下水进行预处理,再进行后续净化,确保产水水质达标。而对于海水淡化场景,公司的海水淡化纯水设备采用特殊的反渗透膜及高压泵等组件,克服海水高盐度、高腐蚀性等难题,将海水转化为淡水,拓展了水资源利用范围。 深圳二级反渗透纯水设备推荐美容机构的纯水设备提升服务品质。

食品饮料的口感与品质深受水质影响。广州弘盛科技发展有限公司针对该行业推出多样化纯水设备。在碳酸饮料生产中,需去除水中钙、镁等离子,防止沉淀影响口感,其设备通过多级过滤与离子交换技术,实现水质软化与净化,让饮料口感更清爽。果汁生产时,纯净水质避免异味与微生物污染,保持果汁原有风味与营养。此外,直饮水处理设备用于企业员工日常饮用,保障健康。弘盛科技的设备从设计到安装调试,充分考虑食品饮料企业生产特点,为产品品质提升与安全生产提供有力支持。
广州弘盛科技发展有限公司的纯水设备在移动性方面分为固定式和移动式。固定式纯水设备安装在固定场所,如企业厂房、医院机房等,其优点是设备体积可根据需求设计得较大,处理能力强,且稳定性高。设备安装调试完成后,可长期稳定运行,适用于用水需求相对固定、用水量较大的场景。移动式纯水设备则具有灵活便捷的特点,常见于应急救援、野外作业、临时用水等场景。例如,在地震、洪水等自然灾害后的应急供水,或者石油勘探、野外施工等远离市政供水的场所,移动式纯水设备可快速运输至现场并投入使用,通过车载或自带的小型水处理系统,将原水净化为可使用的纯水,为救援行动与野外作业提供及时的用水保障。电子行业的纯水设备确保生产环境洁净。
广州弘盛科技发展有限公司的纯水设备按供水方式可分为连续供水型和间歇供水型。连续供水型设备适用于用水需求不间断的场景,如大型工厂的生产用水、医院 24 小时运营用水等。设备通过合理配置水箱、水泵及控制系统,确保在任何时刻都能稳定供应符合标准的纯水,保障生产、医疗等活动持续进行。间歇供水型设备则多用于用水时间相对集中、用水量波动较大的场所,如学校、写字楼等。在用水高峰期前,设备自动启动制水,将纯水储存于水箱中,当用户用水时,水箱中的水通过水泵输送出去,设备根据水箱水位自动启停,既满足用水需求,又能有效节能,降低运行成本。纯水设备采用环保材料,节能又可持续。肇庆不锈钢纯水设备品牌
广州弘盛的纯水设备,操作简单,维护也方便。江西生物制药纯水设备品牌
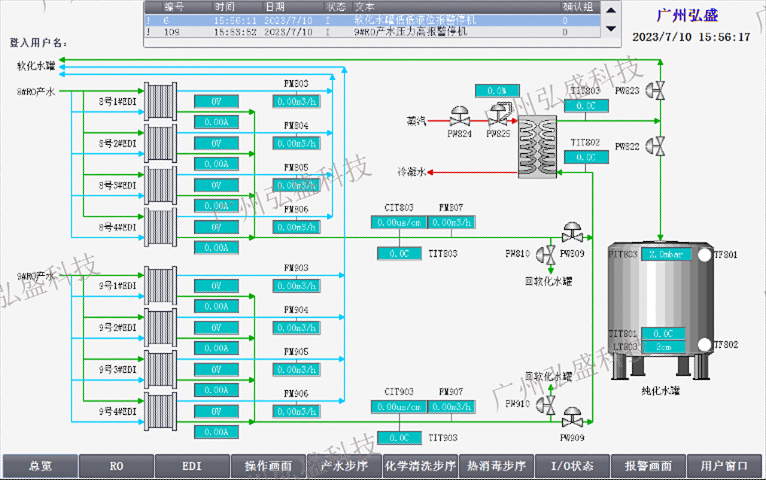
在生物制药领域,水质直接关乎药品质量与安全性。广州弘盛科技发展有限公司的纯水设备,是保障药品生产合规性的关键一环。从原料药制备到药品灌装,各个环节都需超纯水质。公司设备采用先进反渗透及 EDI 技术,能精确去除水中热源、微生物、重金属离子等杂质,产出符合美国药典、欧洲药典及中国药典标准的注射用水和纯化水。像疫苗生产过程,对水质微生物限度要求极高,弘盛科技的纯水设备凭借稳定可靠的运行,确保每一批次疫苗在纯净环境下生产,助力药企满足严苛的 GMP 认证要求,保障患者用药安全。江西生物制药纯水设备品牌

反渗透系统堪称广州弘盛科技发展有限公司纯水设备的重点部件。该系统的关键在于其采用的反渗透膜,这种膜的膜孔极其细小,只有 0.0001 微米。如此微小的孔径,使得几乎所有大于该尺寸的物质都无法通过。在工作时,高压泵为水提供强大的压力,迫使水分子透过反渗透膜,而水中的微生物,其含量可控制在 <10cfu/ml,离子截留率高达 96%-99%,有机物截留率更是> 99%。这些杂质被截留后形成浓缩水排出,从而得到纯净的透过水。此外,设备还设计有自动正 / 反冲洗功能,通过脉动水流对反渗透膜进行冲洗,能有效防止膜表面结垢,延长了膜的使用寿命,确保设备长期稳定运行。食品厂用广州弘盛纯水设备通过卫生...
- 南沙区糖纯水设备安装调试 2025-11-10
- 湛江实验室纯水设备解决方案 2025-11-10
- 中国香港酸碱回收纯水设备厂家 2025-11-09
- 云浮双级RO纯水设备定制方案 2025-11-09
- 中山乳制品纯水设备 2025-11-09
- 荔湾区EDI超纯水纯水设备生产厂家 2025-11-09
- 白云区化工冶金纯水设备厂家 2025-11-09
- 佛山工业大型反渗透纯水设备定制方案 2025-11-09
- 汕头酒纯水设备 2025-11-09
- 番禺区医疗用品纯水设备供应 2025-11-09


- 河源高效型纯水设备定制方案 2025-11-08
- 斗门区新型纯水设备安装调试 2025-11-08
- 福建醋酸回收纯水设备生产厂家 2025-11-08
- 惠州生物制品纯水设备维修保养 2025-11-08
- 广东酒纯水设备生产厂家 2025-11-08
- 梅州化工冶金纯水设备定制方案 2025-11-08




- 云浮双级RO纯水设备定制方案 11-09
- 中山乳制品纯水设备 11-09
- 越秀区氯碱化工特种浓缩维修保养 11-09
- 荔湾区EDI超纯水纯水设备生产厂家 11-09
- 湛江新型特种浓缩工厂直销 11-09
- 白云区化工冶金纯水设备厂家 11-09
- 佛山茶饮料特种浓缩解决方案 11-09
- 阳江实验室特种浓缩工艺 11-09
- 白云区果汁生产特种浓缩生产厂家 11-09
- 佛山工业大型反渗透纯水设备定制方案 11-09