- 品牌
- 弘盛科技
- 型号
- 通用
化妆品行业(如护肤品、洗发水、彩妆生产)对纯水的需求聚焦于安全性与稳定性,需去除水中的重金属、微生物、有机物与异味,纯水设备需符合GB5296.3-2008《消费品使用说明化妆品通用标签》及欧盟ECNo.1223/2009法规要求。此类设备多采用“预处理+反渗透+紫外线消毒”工艺,预处理阶段通过多介质过滤与活性炭过滤去除悬浮物、余氯与异味,反渗透系统去除重金属(铅≤0.001mg/L、汞≤0.0001mg/L)、农药残留与部分有机物,紫外线消毒(波长254nm)杀灭微生物(细菌总数≤10CFU/mL、霉菌≤1CFU/mL)。对于 护肤品(如精华液、面膜),需增加EDI模块,使产水电阻率≥10MΩ・cm,避免离子影响产品稳定性(如防止有效成分氧化)。纯水设备的材质需符合食品级要求,与水接触部件采用304不锈钢或PP材质,避免材质溶出;设备需定期进行微生物检测与清洁验证,保留检测记录,确保合规性。若纯水水质不达标,会导致化妆品变质(如出现异味、分层)或刺激皮肤(如重金属引发过敏),引发消费者投诉与监管处罚。广州弘盛纯水设备多组膜组件设计满足大规模用水需求。中山乳制品纯水设备

企业选择纯水设备需基于实际需求,遵循“水质适配、产能匹配、成本可控”原则,具体选型流程如下:首先,明确应用场景(如医药、电子、食品),确定水质标准(如电阻率、TOC、微生物指标),例如医药注射用水需符合USP<1231>,电子超纯水需符合SEMIF47;其次,分析原水水质,通过第三方检测获取原水的浊度、硬度、余氯、COD、重金属含量等数据,确定预处理工艺(如是否需要软化、超滤);再次,确定产水量需求,需考虑比较大用水峰值(如生产线同时运行时的用水量),通常设备产水量需比实际需求高20%-30%,避免产能不足; ,评估成本与能耗,对比不同工艺(如反渗透+EDIvs离子交换)的初期投资与运行成本(药剂、电费、维护费),选择性价比比较好方案。此外,还需考虑设备的安装空间(如模块化设备适配狭小场地)、自动化程度(如是否需要远程监控)与售后服务(如滤芯更换周期、故障响应时间)。选型不当会导致设备运行成本过高(如原水硬度高却未配软化器,导致膜频繁结垢)或水质不达标(如电子行业选用单级反渗透,无法达到18.2MΩ・cm),影响生产效率。荔湾区酒纯水设备定制方案实验室用广州弘盛纯水设备产出超纯水电阻率达标。

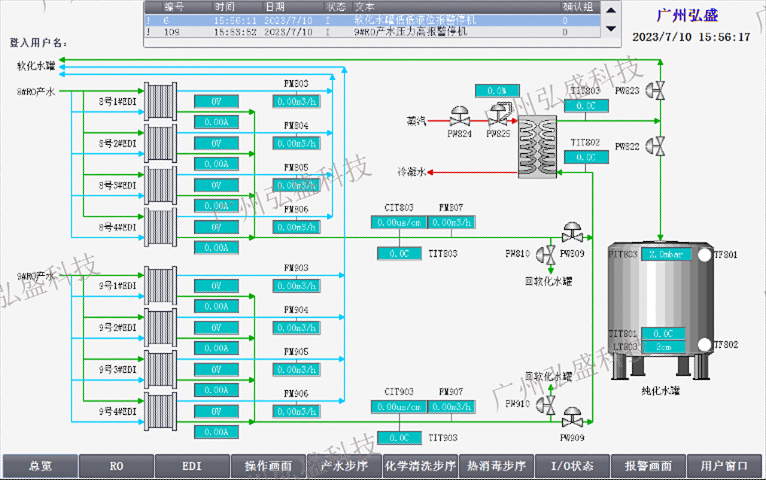
纯水设备的水质监测是确保产水符合应用标准的关键,需针对不同行业需求设置 监测指标与控制系统。医药行业需监测电阻率(≥15MΩ・cm)、TOC(≤50ppb)、微生物(≤10CFU/100mL),并配备在线TOC分析仪、微生物取样口,符合USP<1231>与GMP要求;电子行业需监测电阻率(≥18.2MΩ・cm)、颗粒数(≥0.1μm颗粒≤10个/mL)、硅含量(≤1ppb),采用激光颗粒计数器与电感耦合等离子体质谱仪(ICP-MS)进行检测;食品行业需监测电导率(≤10μS/cm)、重金属(铅≤0.01mg/L)、余氯(≤0.05mg/L),符合GB5749-2022标准。纯水设备通常配备PLC控制系统,将监测数据实时传输至触摸屏,当指标超标时(如电阻率下降、TOC升高),自动启动报警功能,并触发相应保护措施(如停机冲洗、切换备用系统)。此外,设备需定期进行离线水质检测(如每月一次微生物培养),保留检测记录,确保合规性追溯,避免因水质不达标导致产品报废或安全事故。
纯水设备的产水率(产水量与进水量的比值)直接影响水资源利用率,传统单级反渗透设备产水率约50-60%,浓水(占进水40-50%)直接排放,造成水资源浪费。目前主流的产水率提升技术包括:反渗透膜排列优化,采用“3:2”或“4:3”多段排列(增加膜组件数量,延长水与膜的接触时间),将单级反渗透产水率提升至75-80%;浓水回收系统,将反渗透浓水(电导率较高但悬浮物较少)回用至预处理阶段,或作为冷却塔补水、车间清洗用水,使整体水资源利用率提升至85%以上;低压高脱盐膜选用,采用低操作压力(0.6-0.8MPa)且高水通量的膜组件(如东丽TM7 -4040),在相同压力下提升产水量15-20%;分段式反渗透设计,将反渗透系统分为两段, 段产水进入第二段, 段浓水进入浓水回收系统,第二段浓水排放,实现产水率与水质的平衡。对于水资源短缺地区的企业,可结合废水回用技术,将纯水设备的浓水与车间废水一同处理后回用,实现“水资源循环利用”,降低企业用水成本(如一套产水量20m³/h的设备,年可节约水资源约10万吨),同时减少废水排放,符合国家节水政策。广州弘盛纯水设备智能屏实时显示电阻率等关键指标。

现代纯水设备普遍采用PLC(可编程逻辑控制器)自动化控制系统,实现设备的智能化运行与监控, 功能包括:流程控制,自动完成预处理反洗、反渗透冲洗、EDI再生等操作,无需人工干预;参数监控,实时采集原水浊度、产水电阻率、膜压差、水温等10余项参数,通过触摸屏显示,数据可存储6个月以上,便于追溯;故障保护,当出现低水压(<0.2MPa)、高浊度(>5NTU)、产水电阻率不达标等异常时,自动触发报警(声光报警+短信通知),并启动保护措施(如停机、切换备用泵、打开排污阀);远程控制,部分 设备支持物联网(IoT)连接,通过手机APP或电脑远程监控设备运行状态、接收故障通知、调整运行参数,实现无人值守。自动化系统的设计需符合行业标准,如医药行业需满足GMP对数据完整性的要求(如审计追踪功能),电子行业需具备抗电磁干扰能力。自动化控制可减少人工操作量(如无需手动记录数据、手动启动反洗),降低人为误差,同时提高设备运行稳定性,使产水合格率提升至99.9%以上。广州弘盛纯水设备提供终身技术支持保障持续运行。荔湾区酒纯水设备定制方案
广州弘盛纯水设备低噪音运行营造安静生产环境。中山乳制品纯水设备
食品饮料行业(如饮用水、果汁、乳制品生产)对纯水的需求聚焦于安全性与口感优化,纯水设备需符合GB5749-2022《生活饮用水卫生标准》及GB19298-2014《食品安全国家标准包装饮用水》。此类设备多采用“预处理+单级反渗透”或“预处理+纳滤”工艺,预处理阶段通过软化器去除原水中的钙、镁离子,防止后续设备结垢并避免影响产品口感(如饮用水中的苦涩味);反渗透系统则去除水中的重金属(铅、汞等)、农药残留与微生物,纳滤系统可保留部分有益矿物质(如钾、钠),适配矿物质水生产需求。纯水设备的接触部件需采用食品级304不锈钢或PP材质,符合3A卫生标准,且需配备CIP(原位清洗)系统,定期对设备内部进行酸洗、碱洗与杀菌,防止细菌滋生(如大肠杆菌、铜绿假单胞菌)。同时,设备需具备产水流量调节功能,适配不同生产线的用水峰值需求。中山乳制品纯水设备

反渗透系统堪称广州弘盛科技发展有限公司纯水设备的重点部件。该系统的关键在于其采用的反渗透膜,这种膜的膜孔极其细小,只有 0.0001 微米。如此微小的孔径,使得几乎所有大于该尺寸的物质都无法通过。在工作时,高压泵为水提供强大的压力,迫使水分子透过反渗透膜,而水中的微生物,其含量可控制在 <10cfu/ml,离子截留率高达 96%-99%,有机物截留率更是> 99%。这些杂质被截留后形成浓缩水排出,从而得到纯净的透过水。此外,设备还设计有自动正 / 反冲洗功能,通过脉动水流对反渗透膜进行冲洗,能有效防止膜表面结垢,延长了膜的使用寿命,确保设备长期稳定运行。食品厂用广州弘盛纯水设备通过卫生...
- 南沙区糖纯水设备安装调试 2025-11-10
- 湛江实验室纯水设备解决方案 2025-11-10
- 中国香港酸碱回收纯水设备厂家 2025-11-09
- 云浮双级RO纯水设备定制方案 2025-11-09
- 中山乳制品纯水设备 2025-11-09
- 荔湾区EDI超纯水纯水设备生产厂家 2025-11-09
- 白云区化工冶金纯水设备厂家 2025-11-09
- 佛山工业大型反渗透纯水设备定制方案 2025-11-09
- 汕头酒纯水设备 2025-11-09
- 番禺区医疗用品纯水设备供应 2025-11-09


- 河源高效型纯水设备定制方案 2025-11-08
- 斗门区新型纯水设备安装调试 2025-11-08
- 福建醋酸回收纯水设备生产厂家 2025-11-08
- 惠州生物制品纯水设备维修保养 2025-11-08
- 广东酒纯水设备生产厂家 2025-11-08
- 梅州化工冶金纯水设备定制方案 2025-11-08



- 云浮双级RO纯水设备定制方案 11-09
- 中山乳制品纯水设备 11-09
- 越秀区氯碱化工特种浓缩维修保养 11-09
- 荔湾区EDI超纯水纯水设备生产厂家 11-09
- 湛江新型特种浓缩工厂直销 11-09
- 白云区化工冶金纯水设备厂家 11-09
- 佛山茶饮料特种浓缩解决方案 11-09
- 阳江实验室特种浓缩工艺 11-09
- 白云区果汁生产特种浓缩生产厂家 11-09
- 佛山工业大型反渗透纯水设备定制方案 11-09