- 品牌
- 海力
- 型号
- 齐全
- 适用机床
- 车床,剪板机,加工中心,铣床,镗床,木工机床,组合机床,钻床,磨床,冲床,拉床,折弯机
- 结构类型
- 减震式,机夹式,复合式,焊接式,整体式
- 材质
- 钛,镶锋钢,合金,不锈钢,白钢,高碳钢,钼钢,高速钢,金属陶瓷,钨钢,碳钢,硬质合金,塑料,聚晶金刚石,陶瓷,聚晶立方氮化硼
- 是否涂层
- 涂层
- 加工范围
- 咨询商家
- 提供加工定制
- 是
- 样品或现货
- 样品,现货
- 是否标准件
- 非标准件
- 是否库存
- 是
- 是否批发
- 批发
- 规格
- 咨询商家
- 产地
- 常州
- 厂家
- 常州市海力工具有限公司
海力焊接 T 型槽铣刀刃径 5mm-175mm,刃长 10mm-50mm,柄径 6mm-50mm,全长 50mm-175mm,专为 T 型槽加工设计,采用硬质合金刀头与钢柄焊接结构,刀头形状与 T 型槽完全匹配,可实现一次加工完成 T 型槽的槽宽、槽深加工。刀头采用质量硬质合金,硬度高、耐磨性强,切削刃锋利,排屑流畅,T 型槽加工精度高、表面光滑。钢柄经过精密加工,刚性好,装夹精度高,能承受 T 型槽加工过程中的侧向切削力。适用于机床床身 T 型槽、机械工作台 T 型槽、模具 T 型导向槽等加工场景,在铸铁、钢、合金钢等材料加工中表现出色,支持根据 T 型槽规格定制刀具刃径、刃长,为 T 型槽加工提供装备。刀具加工,就选常州市海力工具有限公司,让您满意,期待您的光临!无锡刀具整体方案设计
海力硬质合金 6 刃铣刀刃径范围 1mm-25mm,刃长 3mm-40mm,柄径 4mm-25mm,全长 50mm-100mm,丰富的规格选择适配各类批量加工场景。多刃设计是该刀具的亮点,6 条切削刃同时参与切削,相比 4 刃铣刀加工效率提升 50% 以上,能有效满足大批量生产对加工效率的严苛要求。刀具采用超细晶粒硬质合金基材,基材具有强度、高韧性的特点,能承受批量加工过程中的持续切削负荷,涂层采用均匀喷涂工艺,涂层厚度一致,耐磨性强,可有效延长刀具使用寿命。在结构设计上,刃带经过精密磨削,表面光滑,减少了切削过程中的摩擦阻力,降低了切削力与切削热的产生,有助于提升加工精度与工件表面质量。该刀具适配软钢、合金钢、不锈钢等多种材料的高速铣削,在机械结构件批量加工、汽车底盘零件生产、电子设备外壳制造等场景中,能保障加工一致性,降低换刀频率,减少停机时间,从而降低整体生产成本。同时,刀具制造工艺成熟,质量稳定,为批量生产提供了可靠的加工保障。无锡刀具整体方案设计常州市海力工具有限公司是一家专业提供刀具加工的公司,期待您的光临!
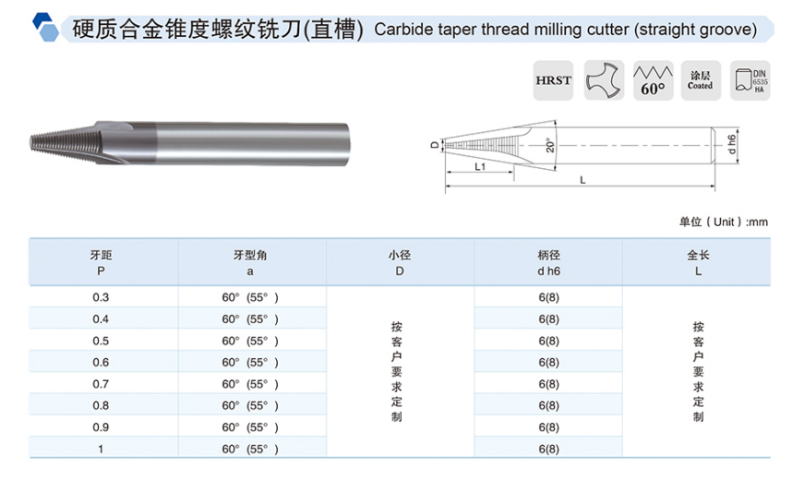
海力硬质合金锥度铣刀先端径 3mm-10mm,斜度规格涵盖 0.5°-5.0°,刃长 10mm-25mm,柄径 4mm-12mm,全长 50mm-75mm,精细的锥度设计满足不同斜面加工需求。刀具采用质量硬质合金基材,经过严格的热处理工艺,确保刀具具有足够的刚性与韧性,能承受斜面加工过程中的侧向切削力。PVD 涂层技术的应用,进一步提升了刀具的耐磨性与润滑性,减少了切削过程中的粘刀现象,延长了刀具使用寿命。切削刃采用锋利的研磨工艺,确保切削过程顺畅,能有效减少工件表面的毛刺与瑕疵。该刀具适用于斜面加工、锥孔加工、模具拔模斜度加工等场景,在机械零件斜面铣削、模具型腔拔模斜度加工、汽车零部件锥面加工等领域发挥重要作用。通过精细的锥度控制,可实现一次成型加工,减少后续打磨工序,提升生产效率。同时,支持根据客户产品结构定制斜度与刃长,为特殊斜面加工需求提供个性化解决方案,在精密机械制造中具有不可替代的优势。
海力硬质合金内冷麻花钻刃径 4mm-20mm,槽长 36mm-101mm,柄径 6mm-20mm,全长 74mm-153mm,专为深孔加工设计,有效解决深孔加工过程中的散热与排屑难题。刀具采用内冷设计,通过柄部与钻头内部的冷却通道,将切削液直接输送至切削刃区域,快速带走切削热量,避免刀具因过热导致的磨损加剧与工件变形,提升深孔加工的稳定性。钻头采用 135° 钻尖设计,定心精细,钻削过程中不易偏斜,能有效保证深孔加工的直线度。基材选用钴含量超细硬质合金,材质均匀,强度高、韧性好,抗冲击性强,能承受深孔加工过程中的较大切削阻力。排屑槽经过优化设计,槽型合理,排屑流畅,避免切屑在深孔内堆积堵塞,确保加工过程的持续进行。该刀具适用于汽车发动机深孔加工、机械零件长孔钻削、航空航天结构件深孔加工等场景,在钢件、铸铁、不锈钢等材料的深孔加工中表现稳定,寿命长,已成为众多制造企业深孔加工的优先装备。常州市海力工具有限公司是一家专业提供刀具加工的公司,有想法可以来我司咨询!
海力航空航天非标定制刀具针对航空航天复杂构件加工需求,可定制铣削、钻削、铰削等多种类型,适配 F-35 战斗机、B787 客机等机型的特殊零部件加工。依托国家地方联合工程实验室技术支持,针对钛合金、高温合金、复合材料等难加工材料,优化刀具材质与几何结构,确保加工过程的稳定性与可靠性。刀具采用质量硬质合金或 PCD 材质,搭配先进涂层技术,抗冲击性、耐磨性兼顾,能应对航空航天构件的复杂加工工艺。适用于航空发动机叶盘、机身框架、航天结构件等加工场景,可根据构件的复杂结构、加工工艺定制刀具的刃形、刃长、柄径等参数,解决航空航天复杂构件加工难题,为航空航天制造提供个性化刀具解决方案。常州市海力工具有限公司为您提供刀具加工,有想法的不要错过哦!无锡刀具整体方案设计
常州市海力工具有限公司致力于提供刀具加工,欢迎新老客户来电!无锡刀具整体方案设计
海力硬质合金 8XD 深孔钻刃径 4mm-20mm,槽长 45mm-193mm,柄径 4mm-20mm,全长 75mm-244mm,长径比达 8:1,专为大长径比深孔加工设计,能有效应对深孔加工中的刚性、散热与排屑挑战。刀具采用强度硬质合金基材,经过特殊的热处理工艺,确保刀具具有足够的刚性与韧性,能承受大长径比加工过程中的弯曲与振动。内冷设计是该刀具的优势,冷却通道贯穿柄部与钻头,切削液能直达切削刃区域,快速散热,避免刀具过热导致的磨损与失效,同时辅助排屑,提升排屑效率。钻头钻尖采用 135° 设计,定心精细,钻削过程平稳,不易偏斜,能保证深孔加工的直线度与孔径精度。排屑槽采用宽槽设计,且经过抛光处理,排屑阻力小,能有效避免切屑在深孔内堆积。该刀具适用于机械零件长孔加工、汽车油道孔钻削、航空航天深孔构件加工等场景,在钢件、铸铁、高温合金等材料的大长径比深孔加工中表现稳定,能实现高效、精细的深孔加工,为客户解决大长径比深孔加工的技术难题。无锡刀具整体方案设计
常州市海力工具有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在江苏省等地区的五金、工具行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**常州市海力工具供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!
- 无锡刀具整体方案设计 2026-05-27
- 成都模具行业刀具技术方案 2026-05-27
- 医疗器械行业数控刀具厂家 2026-05-26
- 上海硬质合金阶梯刀具厂家价格 2026-05-26
- 福州整体合金刀具价格 2026-05-26
- 精密机械制造螺纹刀具厂家 2026-05-26
- 无锡汽车制造刀具厂家价格 2026-05-21
- 广州硬质合金左旋刀具总包项目服务 2026-05-21
- 长沙刀具价格 2026-05-21
- 越南模具行业刀具交期 2026-05-20
- 广州精密机械制造刀具技术方案 2026-05-20
- 汽车制造螺纹刀具 2026-05-20