- 品牌
- 苏州正和铝业有限公司
- 型号
- 无
- 加工定制
- 是
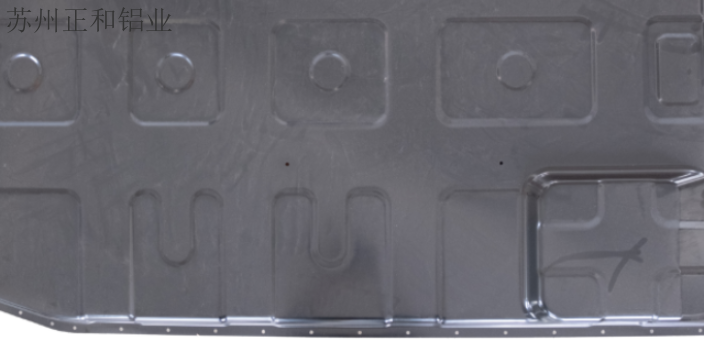
边框型材在主体部分的外侧具有形成安装脚13的外侧部分,在间隔裁去多余的外侧部分后,形成间隔布置的安装脚13,安装脚13侧面通过压铆、焊接设置有吊装螺母131,便于电池箱的运输。如图1、图4和图5所示,本实施例中底板3由三块液冷板31构成,三块液冷板31沿前后方向并排布置,液冷板31的左右两端分别插接在边框组件1的主流道侧壁14处,并通过主流道侧壁14的定位台阶对底板3在高度方向以及左右方向上进行定位。每块液冷板31中设置有多条沿左右方向延伸的副流道32,在液冷板31插入边框组件1内后,副流道32的左右两端分别与左边框11和右边框12的主流道19连通,底板3的在前后方向上的尺寸与主流道19的长度相同。通过底板3上设置的多条并列布置的副流道32进行分流,能够缩减冷却液的流经路径,避免了由于冷却回路过程导致的后端冷却液温度过高的现象,实现了整包温度平衡。电池托盘的前、后安装梁22分别安装在底板3的前后两侧,主要用于安装电池模组。如图1所示,后安装梁22与底板3的后侧紧贴,并对左、右边框12的主流道19的后端开口进行封堵,同时后安装梁22上表面与边框组件1的上表面平齐,因此也便于采用搅拌摩擦焊的方式与边框组件1焊接在一起。苏州正和有多年为车用电池包提供液冷解决方案托盘液冷的经验!广东加工电池壳性价比高

5试验方法试验前的准备工作试验前应使托盘车具备正常的技术状态。(有效期内可不重复检定)。。℃~40℃。%。。、干燥、清洁、坡度不大于%的平整的混凝土、沥青或等效的路面。,其误差为1%。,试验载荷应均匀分布在货叉的上表面。托盘车无载静止状态下,测定总长l1、总宽b1、高度(手柄)h14、货叉长度l、货叉外侧间距b5、货叉**大起升距离h3、货叉**低高度h13、轴距中心处离地间隙m2。托盘车的外表面按。漆膜的附着力按GB/T9286的规定进行试验,任取三处,结果取**低值。**小外侧转弯半径的测定托盘车呈无载运行状态,把货叉升到**高位置,转动驱动轮与纵向轴线呈90。(**大转角达不到90。,以**大转角),方向盘(或操作手柄应处于运行区域)保持不动,以**小稳定运行速度,分别向左和右前进各转一圈,测绘出车体**外侧转弯半径,取**大半径值。测定两次,取其平均值。**大起升速度的测定托盘车分别呈无载和满载状态,在液压油温为40℃~50℃时,货叉处于**低位置,起升电动机处于全电压工作状况,测定试验载荷(货叉)从**低位置起升到**高位置所需的时间,并同时监测起升电动机的电流。无载和满载的**大起升速度用式(1)计算:托盘车呈额定载荷状态。安徽特殊电池壳厂家直销5.正和铝业,电池壳托盘液冷设计一直走在精益求精,追求***的道路上!
且上盖与底板之间固定连接,所述bms组件和电器集成组件固定连接在上盖的外壁上。进一步地,所述底板的上端面上设有若干限位筋,每根限位筋对应伸于一个所述间隙内。进一步地,所述上盖与底板之间通过胶粘结合固定。进一步地,所述底板上设有水冷流道和水冷堵条。进一步地,所述上盖的外壁上设有安装窗口,所述bms组件和电器集成组件固定连接在安装窗口处。本发明具有如下有益效果:本发明设计采用集成托盘结构,利用底板和压条进行电芯成组;减少工艺,将原来的单模组成组工艺,集成到箱体上,直接将成组技术与箱体结合一体成组;一体成形保证模组的一致性工艺,减少单模组成组工艺,便于安装、便于焊接,减少原模组间的跨接铜排,有效降本;高能量密度提升25%,胶粘工艺减少机构装配工艺,同时符合ip等级。附图说明:图1为本发明结构图。图2为本发明图。图3为本发明中电芯组的结构图。具体实施方式:下面结合附图对本发明作进一步的说明。如图1至图3,本发明一种新能源汽车电池托盘集成结构,包括电芯11、上盖21、压条22、固定螺栓23、固定横梁24、端板25、底板26、bms组件31和电器集成组件32。若干个电芯11平行且并列设置并形成电芯单元12。
承重立柱上设有与立管的端部配合用于对电池架进行支撑并限制立管相对于承重立柱的位置的限位结构;限位组件安装至立管和/或承重立柱。进一步地,限位结构为限位环;限位环套设在立管的外周并焊接至立管;限位环的数目为2;两个限位环到立管的两端的距离相等。进一步地,限位组件环绕位于电池托盘上的电池且限位组件的上端面高于电池的上端面,限位组件的下端面低于电池的上端面。进一步地,限位组件包括:两个***梁和两个第二梁;***梁的两端分别安装至两个承重立柱;第二梁的两端分别连接两个***梁。进一步地,限位组件还包括:用于增加强度的加强梁;加强梁的两端分别连接两个第二梁。进一步地,***梁上设有使第二梁固定至***梁的不同位置的多个定位孔。进一步地,电池架设有用于限定电池的底部相对于电池托盘的位置的限位挡筋;限位挡筋设置于电池托盘的左端、右端和后端。进一步地,脚垫包括:定位立杆;定位立杆插入至位于**下方的电池架的立管中;插入至**下方的电池架的立管中的承重立柱与定位立杆相接触。进一步地,脚垫上安装有支撑轮。进一步地,承重立柱堆叠设置;相邻的两个承重立柱的端部相互接触。本实用新型的有益之处在于提供的拼装式电池托盘周转架。10.专业的液冷方案,***的技术服务,优异的服务态度,永远是我们正和铝业的标签!

关于电池壳...矿物油乳化净洗剂粗洗液更换,然后将粗洗、精洗液往前面槽换,新液换在精洗槽...铝壳电池工艺核算铝壳电池工艺核算_能源/化工_工程科技_专业资料。锂电机密文件备注:型号:极性正极片长425红色字体为填写项目423450极耳端刮粉0总双刮粉设...铝活塞清洗工艺铝活塞清洗工艺_能源/化工_工程科技_专业资料。NM-40-II铝活塞加工**清洗增亮剂———产品应用工艺———采用“秀尔特”牌NM-40-II铝活塞加工**清洗...锂离子电池工艺流程_图文锂离子电池工艺流程_电子/电路_工程科技_专业资料。...再用压平机冷压2次;电芯入壳前要求...c)电池清洗,清洗剂为醋酸+酒精续化成...铝合金壳体清洗另外设备清洗过程配置摇摆结构,提高清洗效果。四、清洗工艺工艺流程:热...正交试验法在桥壳壳体零...暂无评价5页电池壳体用铝合金板及其...。37.正和铝业拥有汽车热管理系统综合研发与服务能力!安徽特殊电池壳厂家直销
4.正和铝业,专注电池包电池壳液冷换热部件,以我们丰富的经验为您服务!广东加工电池壳性价比高
电气、液压系统不应出现失控及其他异常现象。按故障原因和影响托盘车正常工作的严重性及故障的关联性,将托盘车故障分为四级,即致命故障、重大故障、一般故障、轻微故障。它们之间的当量关系是:一次致命故障相当于10次一般故障;一次重大故障相当于5次一般故障;一次轻微故障相当于。故障判断原则见表5。可靠性指标计算如下:a)有效度按式(6)进行计算:可靠性试验后对以下性能参数进行复测:a)满载**大起升速度;b)满载**大运行速度;c)满载**大爬坡速度;d)满载坡道停车制动;e)货叉自然下滑量。可靠性试验后,以下系统、部件应进行宏观解体检查:a)电动机;b)底盘体;c)电气系统;d)其他。6检验规则出厂检验包括逐台检验和抽样检验。产品经检验合格后才能出厂。在下列情况之一时,应进行型式试验:a)新产品或老产品转厂生产的试制定型鉴定;b)正式生产后,如结构、材料、工艺有较大改变,可能影响产品性能时;c)停产一年后,恢复生产时;d)出厂检验结果与型式检验有较大差异时;e)国家质量监督机构提出进行型式检验的要求时。。若有不合格项即为型式试验不合格。托盘车出厂检验和型式试验的检验项目按表6。广东加工电池壳性价比高
苏州正和铝业有限公司办公设施齐全,办公环境优越,为员工打造良好的办公环境。在正和铝业有限公司近多年发展历史,公司旗下现有品牌苏州正和铝业有限公司等。我公司拥有强大的技术实力,多年来一直专注于销售:铝制品;从事工业领域内的技术开发、技术转让、技术咨询服务;自营和代理各类商品及技术的进出口业务(国家限定企业经营或禁止进出口的商品和技术除外)。一般项目:汽车零部件及配件制造;摩托车零部件研发;汽车零部件研发;电机及其控制系统研发。的发展和创新,打造高指标产品和服务。诚实、守信是对企业的经营要求,也是我们做人的基本准则。公司致力于打造***的动力电池包液冷换热部件,储能电池包液冷换热部件,高热流密度液冷换热部件,新型液冷换热部件。


- 北京特殊电池壳供应商家 2023-09-28
- 浙江阻燃率高电池壳设计 2023-09-28
- 江苏加工电池壳安装设计 2023-09-28
- 江苏冲压电池壳规格齐全 2023-09-28
- 云南特殊电池壳性价比高 2023-09-28
- 青海优势电池壳安装设计 2023-09-28
- 浙江实在电池壳加工 2023-09-28
- 山西优势电池壳 2023-09-28