- 品牌
- 图灵慧眼
- 型号
- MC3000
- 尺寸
- 357*232*39
- 重量
- 2.8kg
- 产地
- 苏州
- 可售卖地
- 全国
- 材质
- 铝合金
- 配送方式
- 快递配送
- 工作温度
- -20℃~60℃
- 显示器尺寸
- 13.3寸
- 操作系统
- Linux
- 输入电源
- 12V-24V
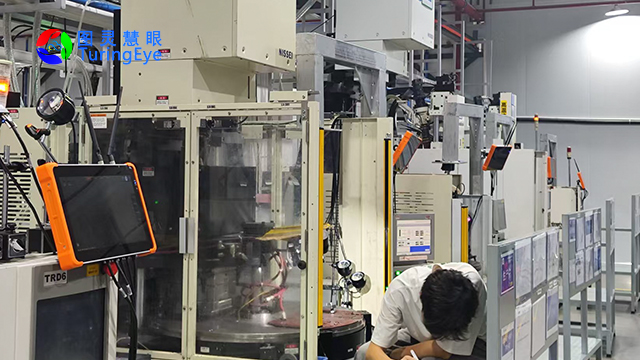
模具监控器的安装调试需要遵循标准化流程。首先进行现场评估:确定监控点位(通常优先选择型腔中心、顶针末端、滑块区域),计算相机视野覆盖范围(需包含关键区域且留有10%余量),评估环境光照条件。硬件安装阶段,使用磁力底座或机械支架固定相机,调节镜头焦距和光圈确保成像清晰;光源安装需调整照射角度,避免金属模具表面产生镜面反射。电气连接时,将监控器的输入点与注塑机的合模完成、顶出前进等信号连接,输出点接入设备急停回路。软件设置阶段,先在正常生产状态下采集20-50组合格产品图像建立基准模板库,通过机器学习算法自动优化检测参数。然后设置检测区域ROI和灵敏度参数,通常相似度阈值设为92-98%,亮度容差范围±3-5%。进行功能验证:模拟各种异常情况(如放置残留物、故意制造缺陷)测试系统响应,确保误报率低于0.1%,漏报率为零。模具监控器提供多语言支持和本地化功能,中文、英文、德文、日文等多种语言界面,可随时切换而不影响功能。防漏装模具监控器视觉检测

模具监控器具备各方面的检测能力,主要涵盖六个领域:异物残留检测、位置状态检测、产品完整性检测、品质缺陷检测、运动部件监控和温度异常监测。在异物残留检测方面,系统能够识别型腔内微小的塑料碎屑、金属碎粒或清理工具遗留物,检测灵敏度可达0.5mm³,有效预防压模事故。位置状态检测包括监控顶针是否完全退回、滑块是否到位、抽芯机构是否处于正确位置,检测精度达到0.02mm。产品完整性检测确保产品完全脱模,无粘模或断裂现象,特别对多腔模具的每个型腔进行验证。品质缺陷检测涵盖短射、飞边、缺料、气泡等常见缺陷,采用多算法融合技术提高识别准确率。运动部件监控通过分析顶针运动轨迹、滑块位移曲线等数据,发现潜在机械故障。温度异常监测利用红外测温或热成像技术,检测模具局部过热或冷却不均现象,预防模具热变形。这些检测功能共同构成了模具生产的各方面保护体系。防漏装模具监控器视觉检测顶针系统监控是模具监控器的功能组,包含顶针位置检测、运动轨迹分析和寿命预测三个维度。

模具监控器集成先进的品质缺陷检测功能,实现在线全检替代人工抽检。系统能够识别注塑和压铸过程中的常见缺陷,包括短射、飞边、缺料、缩痕、气泡、色差等。采用多算法融合技术:短射检测通过轮廓完整性分析;飞边检测运用边缘增强和区域生长算法;缺料采用体积估计算法;缩痕通过表面纹理分析;气泡利用透射照明下的光折射特性;色差采用CIE Lab色彩空间分析。深度学习模块可选配,通过卷积神经网络识别复杂缺陷如流痕、烧焦或银纹。检测速度适应高速生产节奏,单个产品检测时间不超过0.5秒。质量数据实时上传至MES系统,生成质量报表和SPC控制图,实现质量趋势分析和异常预警。该功能使产品合格率提升2-5%,质量成本降低30%以上。
现场调试的专业技巧:①光源调试——通过灰度直方图工具调整亮度,使目标与背景对比度比较大化,理想直方图呈双峰分布;②ROI划定——采用多边形工具精确勾勒检测区域,避免包含易变形的冷却水道;③阈值优化——采用"黄金样品"和"缺陷样品"共同校准,找到比较好临界值;④触发时序——使用示波器测量信号延迟,精确调整触发提前量。高级调试方法:设计DOE实验(实验设计法)优化多参数组合;采用六西格玛方法降低检测变异;建立调试案例库共享最佳实践。调试后验证:连续运行500模次,统计误报率(应<0.1%)和漏报率(应为0),同时检测系统响应时间是否满足周期要求。完善的调试记录应包括参数截图、波形数据和验证结果。模具监控器通过实时监控模具型腔,确保每次合模前型腔内没有残留的塑料件或异物,有效防止压模事故。

降低误报率的多重技术措施:①动态模板更新——每100-500模次自动更新基准模板,适应模具逐渐污染;②多帧验证——连续采集3-5帧图像,采用投票机制确认异常;③环境补偿——根据环境温湿度自动调整亮度阈值;④区域加权——对关键区域设置更高灵敏度(如型腔中心98%),非关键区域降低要求(如排水槽92%)。先进算法包括:深度学习去噪算法消除临时性干扰;多传感器数据融合(结合温度、压力信号)综合判断。管理措施:建立模具清洁标准化流程;严格控制车间环境光照度(500-800lux);定期进行误报案例分析和算法优化。经过优化后,系统可将误报率控制在0.05%以下,达到行业**水平。模具监控器的软件系统采用多层架构设计,包含驱动层、算法层和应用层。亳州注塑机模具监控器视觉检测
模具监控器所有报警事件自动记录,包括时间戳、模具编号、异常图像等,形成完整的生产异常档案。防漏装模具监控器视觉检测
选择合适的模具监控器并正确安装是发挥其作用的关键。在选型时,需考虑生产环境、模具结构和检测需求。例如,对于高温的压铸环境,应选择耐高温的摄像头和传感器;对于多腔模具,需确保监控器能够覆盖所有型腔。此外,图像处理速度和精度也是重要指标,高速生产线上需要毫秒级响应的系统。安装时,摄像头应正对模具关键区域,避免光线干扰和遮挡。光源系统需均匀照明,确保图像清晰。控制软件应易于操作,支持自定义检测区域和报警阈值。通常,供应商会提供安装调试服务,帮助用户优化设置。正确的选型和安装能够比较大化模具监控器的效果,避免因配置不当导致的误报或漏报。防漏装模具监控器视觉检测
苏州图灵慧眼科技有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在江苏省等地区的电工电气行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**苏州图灵慧眼科技供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!

现场调试的专业技巧:①光源调试——通过灰度直方图工具调整亮度,使目标与背景对比度比较大化,理想直方图呈双峰分布;②ROI划定——采用多边形工具精确勾勒检测区域,避免包含易变形的冷却水道;③阈值优化——采用"黄金样品"和"缺陷样品"共同校准,找到比较好临界值;④触发时序——使用示波器测量信号延迟,精确调整触发提前量。高级调试方法:设计DOE实验(实验设计法)优化多参数组合;采用六西格玛方法降低检测变异;建立调试案例库共享最佳实践。调试后验证:连续运行500模次,统计误报率(应<0.1%)和漏报率(应为0),同时检测系统响应时间是否满足周期要求。完善的调试记录应包括参数截图、波形数据和验证结果。模...
- 上海冲床模具监控器视觉检测 2026-03-13
- 六安防顶针模具监控器源头厂家 2026-03-13
- 广州防漏装模具监控器视觉检测设备 2026-03-13
- 舟山模具监控器保护系统 2026-03-13
- 佛山注塑机模具监控器源头厂家 2026-03-12
- 亳州冲压模具监控器视觉检测设备 2026-03-12
- 深圳冲压模具监控器保护器 2026-03-12
- 扬州防压模模具监控器哪家好 2026-03-11
- 厦门注塑机模具监控器视觉检测设备 2026-03-11
- 深圳防顶针模具监控器保护器 2026-03-11


- 无锡注塑机模具监控器 2026-03-09
- 扬州防压模模具监控器视觉检测设备 2026-03-09
- 珠海防漏装模具监控器视觉检测设备 2026-03-09
- 东莞冲床模具监控器 2026-03-09
- 常州防漏装模具监控器保护系统 2026-03-09
- 镇江防漏装模具监控器保护系统 2026-03-08



- 舟山模具监控器保护系统 03-13
- 滁州压铸机模具监视器费用 03-12
- 合肥模具监视器报价 03-12
- 佛山注塑机模具监控器源头厂家 03-12
- 亳州冲压模具监控器视觉检测设备 03-12
- 惠州冲压机模具监视器案例 03-12
- 深圳冲压模具监控器保护器 03-12
- 南通模具监视器供应商推荐 03-12
- 镇江压铸机模具监视器价格 03-11
- 扬州防压模模具监控器哪家好 03-11