- 品牌
- 图灵慧眼
- 型号
- MC3000
- 尺寸
- 357*232*39
- 重量
- 2.8kg
- 产地
- 苏州
- 可售卖地
- 全国
- 材质
- 铝合金
- 配送方式
- 快递配送
- 工作温度
- -20℃~60℃
- 显示器尺寸
- 13.3寸
- 操作系统
- Linux
- 输入电源
- 12V-24V
现场调试的专业技巧:①光源调试——通过灰度直方图工具调整亮度,使目标与背景对比度比较大化,理想直方图呈双峰分布;②ROI划定——采用多边形工具精确勾勒检测区域,避免包含易变形的冷却水道;③阈值优化——采用"黄金样品"和"缺陷样品"共同校准,找到比较好临界值;④触发时序——使用示波器测量信号延迟,精确调整触发提前量。高级调试方法:设计DOE实验(实验设计法)优化多参数组合;采用六西格玛方法降低检测变异;建立调试案例库共享最佳实践。调试后验证:连续运行500模次,统计误报率(应<0.1%)和漏报率(应为0),同时检测系统响应时间是否满足周期要求。完善的调试记录应包括参数截图、波形数据和验证结果。模具监控器,也称为模具保护器或模具电子眼,是一种应用于注塑成型、压铸成型等工业生产过程中的检测设备。昆山冲压模具监控器厂家

模具监控器提供专业的视觉系统校准功能,确保检测精度长期稳定。系统集成多种校准工具:光学畸变校正消除镜头失真;尺寸标定将像素单位转换为物理尺寸;颜色校准保证色彩一致性。定期自动执行校准程序,检测和补偿相机焦距变化、光源衰减、机械松动等引起的误差。校准数据自动保存和跟踪,形成校准历史记录。远程校准功能允许厂家工程师在线指导或执行校准操作,减少现场服务需求。校准验证使用标准标定板,确认系统精度达到要求。这些功能确保检测结果准确可靠,满足精密制造的质量要求,减少因系统误差导致的误判和损失。广州防漏装模具监控器视觉检测设备模具监控器的报警与响应机制是确保及时处理异常的关键。
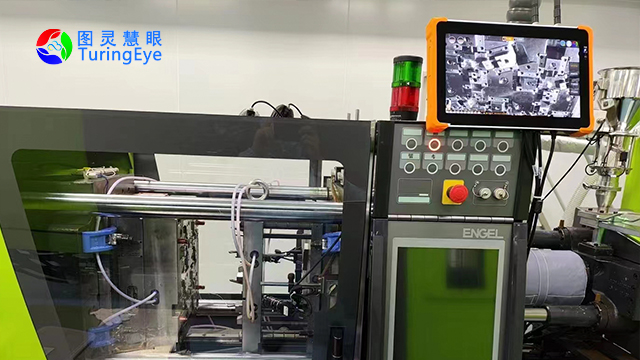
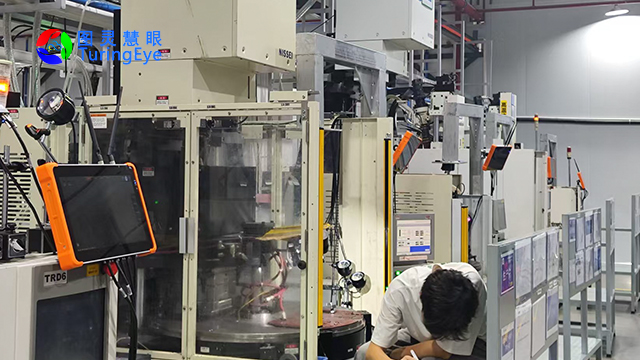
模具监控器的安装调试需要遵循标准化流程。首先进行现场评估:确定监控点位(通常优先选择型腔中心、顶针末端、滑块区域),计算相机视野覆盖范围(需包含关键区域且留有10%余量),评估环境光照条件。硬件安装阶段,使用磁力底座或机械支架固定相机,调节镜头焦距和光圈确保成像清晰;光源安装需调整照射角度,避免金属模具表面产生镜面反射。电气连接时,将监控器的输入点与注塑机的合模完成、顶出前进等信号连接,输出点接入设备急停回路。软件设置阶段,先在正常生产状态下采集20-50组合格产品图像建立基准模板库,通过机器学习算法自动优化检测参数。然后设置检测区域ROI和灵敏度参数,通常相似度阈值设为92-98%,亮度容差范围±3-5%。进行功能验证:模拟各种异常情况(如放置残留物、故意制造缺陷)测试系统响应,确保误报率低于0.1%,漏报率为零。
模具监控器具备各方面的检测能力,主要涵盖六个领域:异物残留检测、位置状态检测、产品完整性检测、品质缺陷检测、运动部件监控和温度异常监测。在异物残留检测方面,系统能够识别型腔内微小的塑料碎屑、金属碎粒或清理工具遗留物,检测灵敏度可达0.5mm³,有效预防压模事故。位置状态检测包括监控顶针是否完全退回、滑块是否到位、抽芯机构是否处于正确位置,检测精度达到0.02mm。产品完整性检测确保产品完全脱模,无粘模或断裂现象,特别对多腔模具的每个型腔进行验证。品质缺陷检测涵盖短射、飞边、缺料、气泡等常见缺陷,采用多算法融合技术提高识别准确率。运动部件监控通过分析顶针运动轨迹、滑块位移曲线等数据,发现潜在机械故障。温度异常监测利用红外测温或热成像技术,检测模具局部过热或冷却不均现象,预防模具热变形。这些检测功能共同构成了模具生产的各方面保护体系。模具监控器通过实时监控模具型腔,确保每次合模前型腔内没有残留的塑料件或异物,有效防止压模事故。

模具监控器是一种基于机器视觉和传感器融合技术的智能化检测系统,原理是通过仿生学的"感知-决策-执行"机制实现模具保护。系统首先通过高性能工业相机(分辨率通常为200万至500万像素)对模具关键区域进行图像采集,配合光源系统(如LED环形光或条形光)消除环境光干扰,确保获取清晰稳定的图像数据。采集到的图像通过千兆网口或Camera Link接口传输至图像处理单元,该单元搭载多核CPU和GPU加速卡,运用数字图像处理算法进行实时分析。系统将实时图像与预先学习的标准模板进行像素级比对,采用灰度值分析、边缘检测、特征点匹配等多种算法综合判断模具状态。当检测到异物残留、顶针异常或产品缺陷时,处理单元在毫秒级时间内)通过I/O接口向注塑机控制系统发出停机指令,同时触发声光报警装置。整个工作流程形成完整的闭环控制,确保在每个生产周期内完成检测-判断-执行的整个过程,有效预防模具损坏和生产事故。 模具监控器具备各方面的检测能力,异物残留检测、位置状态检测、产品完整性检测.徐州注塑机模具监控器保护系统
模具监控器具备完善的系统自诊断功能,确保监控系统本身的可靠性。昆山冲压模具监控器厂家
产品质量是制造业的核心竞争力,模具监控器通过实时检测和缺陷预防,显著提高了产品质量一致性。在注塑或压铸过程中,模具监控器可以检测产品的短射、飞边、缺料等缺陷,并及时剔除不良品,避免缺陷产品流入后续工序。同时,通过对模具状态的监控,它确保了每个生产周期中模具的闭合精度和顶出动作的稳定性,减少了因模具问题导致的产品尺寸偏差或外观缺陷。此外,模具监控器还可以记录每个产品的生产数据,实现质量追溯,帮助分析缺陷产生的原因。例如,如果发现某一时段的产品普遍存在飞边,可能是模具磨损或合模力不足,系统会提示进行模具维护。通过这种方式,模具监控器不仅提高了产品合格率,还降低了质量成本。昆山冲压模具监控器厂家
苏州图灵慧眼科技有限公司是一家有着先进的发展理念,先进的管理经验,在发展过程中不断完善自己,要求自己,不断创新,时刻准备着迎接更多挑战的活力公司,在江苏省等地区的电工电气中汇聚了大量的人脉以及**,在业界也收获了很多良好的评价,这些都源自于自身的努力和大家共同进步的结果,这些评价对我们而言是比较好的前进动力,也促使我们在以后的道路上保持奋发图强、一往无前的进取创新精神,努力把公司发展战略推向一个新高度,在全体员工共同努力之下,全力拼搏将共同苏州图灵慧眼科技供应和您一起携手走向更好的未来,创造更有价值的产品,我们将以更好的状态,更认真的态度,更饱满的精力去创造,去拼搏,去努力,让我们一起更好更快的成长!
现场调试的专业技巧:①光源调试——通过灰度直方图工具调整亮度,使目标与背景对比度比较大化,理想直方图呈双峰分布;②ROI划定——采用多边形工具精确勾勒检测区域,避免包含易变形的冷却水道;③阈值优化——采用"黄金样品"和"缺陷样品"共同校准,找到比较好临界值;④触发时序——使用示波器测量信号延迟,精确调整触发提前量。高级调试方法:设计DOE实验(实验设计法)优化多参数组合;采用六西格玛方法降低检测变异;建立调试案例库共享最佳实践。调试后验证:连续运行500模次,统计误报率(应<0.1%)和漏报率(应为0),同时检测系统响应时间是否满足周期要求。完善的调试记录应包括参数截图、波形数据和验证结果。模...
- 上海冲床模具监控器视觉检测 2026-03-13
- 六安防顶针模具监控器源头厂家 2026-03-13
- 广州防漏装模具监控器视觉检测设备 2026-03-13
- 舟山模具监控器保护系统 2026-03-13
- 佛山注塑机模具监控器源头厂家 2026-03-12
- 亳州冲压模具监控器视觉检测设备 2026-03-12
- 深圳冲压模具监控器保护器 2026-03-12
- 扬州防压模模具监控器哪家好 2026-03-11
- 厦门注塑机模具监控器视觉检测设备 2026-03-11
- 深圳防顶针模具监控器保护器 2026-03-11



- 无锡注塑机模具监控器 2026-03-09
- 扬州防压模模具监控器视觉检测设备 2026-03-09
- 珠海防漏装模具监控器视觉检测设备 2026-03-09
- 东莞冲床模具监控器 2026-03-09
- 常州防漏装模具监控器保护系统 2026-03-09
- 镇江防漏装模具监控器保护系统 2026-03-08



- 舟山模具监控器保护系统 03-13
- 滁州压铸机模具监视器费用 03-12
- 合肥模具监视器报价 03-12
- 佛山注塑机模具监控器源头厂家 03-12
- 亳州冲压模具监控器视觉检测设备 03-12
- 惠州冲压机模具监视器案例 03-12
- 深圳冲压模具监控器保护器 03-12
- 南通模具监视器供应商推荐 03-12
- 镇江压铸机模具监视器价格 03-11
- 扬州防压模模具监控器哪家好 03-11