- 品牌
- 意文电子
- 型号
- 拨动开关
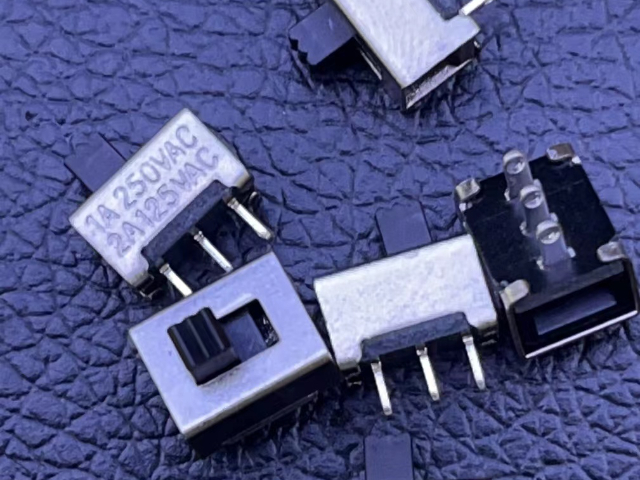
拨动开关的行业标准与质量认证为确保拨动开关的安全性和可靠性,国内外制定了多项行业标准,其中常用的包括 IEC(国际电工委员会)标准、UL(美国保险商实验室)标准和 GB(中国国家标准)。IEC 61058 标准规定了拨动开关的电气性能、机械性能和环境适应性要求;UL 1059 标准则重点关注开关的绝缘性能和防触电保护;GB/T 15099 标准则结合中国市场的需求,对开关的各项指标进行了详细规范。通过这些标准认证的拨动开关,需经过严格的测试,包括耐电压测试、温升测试、振动测试和冲击测试等。例如在耐电压测试中,开关需在额定电压的 1.5 倍下保持 1 分钟,无击穿或漏电现象;温升测试则要求开关在额定电流下工作时,触点的温升不超过 30K,确保长期使用的安全性。拨动开关的安装方式主要有面板安装、PCB 焊接和导线连接。三位一体拨动开关工厂
儿童玩具中的拨动开关,在保证功能性的同时,更注重安全性和趣味性。许多电动玩具,如遥控汽车、电动积木等,其电源开关和功能切换开关都设计成拨动式。为了防止儿童误吞,开关的体积会适当加大,且安装牢固,不易脱落。部分玩具的拨动开关还会搭配灯光或声音效果,当儿童拨动开关时,玩具会发出欢快的音乐或亮起彩色灯光,增加玩具的趣味性。此外,儿童玩具中的拨动开关操作力度较小,适合儿童的手部力量,让孩子能轻松单独地操作玩具,锻炼手部协调能力。双刀三位拨动开关厂家导线连接式拨动开关的接线端子需防锈,适合长期户外使用。

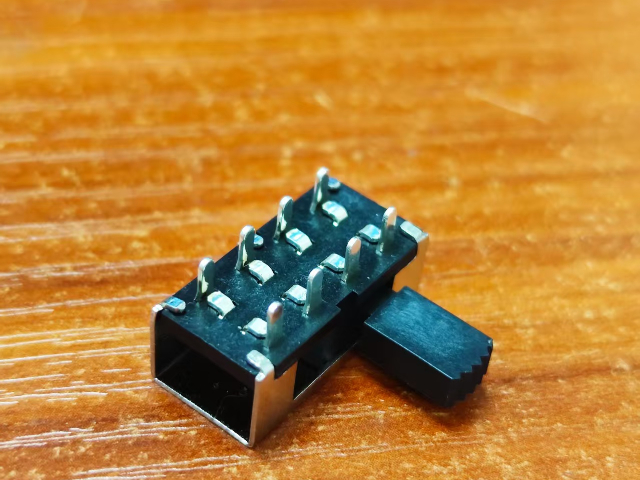
拨动开关的焊接工艺与质量控制在生产过程中,拨动开关的焊接工艺直接影响其电气连接稳定性,常见的焊接方式有波峰焊接和回流焊接。插件式开关多采用波峰焊接,将 PCB 板通过熔融的焊锡波,使引脚与焊盘形成牢固的焊点,焊接温度需控制在 245℃±5℃,焊接时间为 3-5 秒,避免温度过高导致引脚氧化或外壳变形。贴片式开关则采用回流焊接,通过热风炉将焊膏加热融化,实现引脚与焊盘的连接,需根据焊膏的熔点设置合理的温度曲线,确保焊点饱满无虚焊。为保障焊接质量,生产中会通过 AOI(自动光学检测)设备对焊点进行检测,同时抽样进行拉力测试,确保引脚的焊接强度大于 5N,防止使用过程中出现脱焊现象。
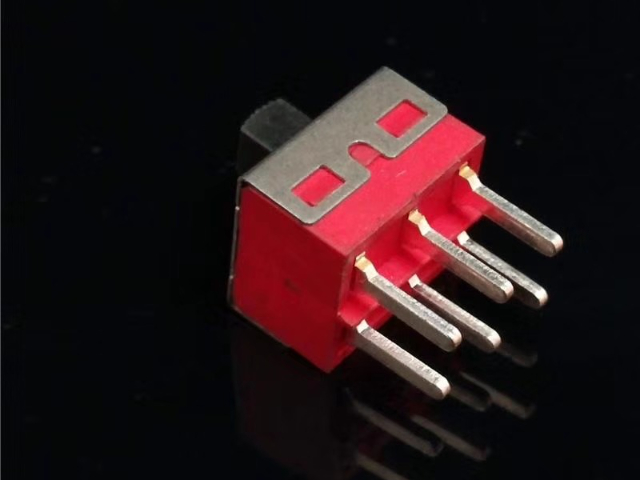
拨动开关的主要结构与工作原理拨动开关作为一种手动控制的电气元件,主要结构由操作机构、接触系统和外壳三部分组成。操作机构的拨杆通过机械传动连接动触点,当外力拨动拨杆时,动触点会与不同的静触点接触或分离,从而实现电路的通断或切换。其触点间距通常在 0.5-1.2mm 之间,确保在通断瞬间能有效避免电弧产生,保障电路安全。外壳多采用耐高温的 PA66 或 PBT 工程塑料,可承受 - 30℃至 85℃的工作温度,广适配家电、仪器等场景。例如在小型家电中,通过单刀双掷(SPDT)结构的拨动开关,能实现设备的高低档位切换,其机械寿命普遍可达 10000 次以上,满足日常频繁操作需求。拨动开关的安装孔尺寸需与开关匹配,避免松动影响使用。
应急照明灯上的拨动开关,是黑暗中的 “希望按钮”。它通常设有 “自动”“手动”“关闭” 三个档位,日常状态下拨至 “自动” 档,一旦遭遇停电,灯具便会自动亮起;若需手动控制,只需将开关拨至 “手动” 档,强光便会持续照亮周围环境。这枚小小的开关,在紧急时刻为人们指引方向,带来安全感。电子琴上的拨动开关,是调节音色的 “魔法钥匙”。不同的开关对应着钢琴、小提琴、吉他等多种音色,演奏者只需根据乐曲的需求,轻轻拨动相应的开关,电子琴就能立刻切换出对应的音色,让演奏效果更加丰富多样。每一次拨动开关,都像是为乐曲注入新的活力,帮助演奏者更好地表达音乐情感。大电流场景下,拨动开关的接线端需做好加固,防止接触不良。七脚拨动开关批发
拨动开关内部互锁结构可防止相邻档位同时接通,保障安全。三位一体拨动开关工厂
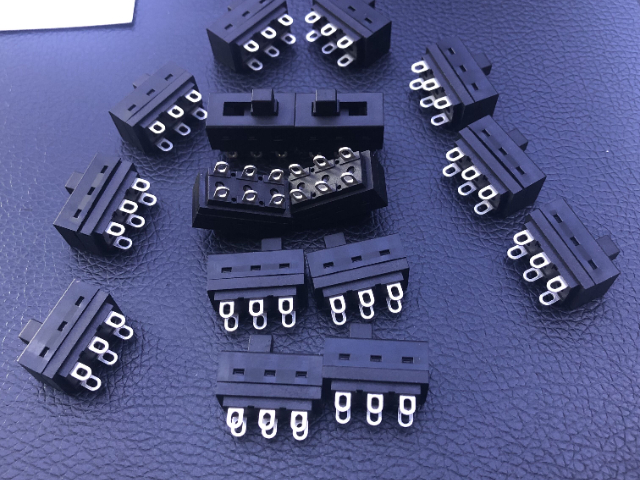
外壳与基座制造:消费类开关多采用 PA66 或 ABS 塑料,通过注塑成型工艺生产,模具精度需控制在 ±0.02mm,确保外壳与基座的贴合度;工业级或高温场景产品则选用陶瓷材质,经压制、烧结(温度 1200℃~1600℃)、抛光处理,提升绝缘性与耐高温性。成型后需通过视觉检测设备筛查外观缺陷(如裂纹、飞边),不合格品直接剔除。触点与端子加工:触点材质按规格选用银合金(AgCuO、AgNi)或纯银,通过冲压工艺制成厚度 0.1mm~0.3mm 的薄片,再经电镀(镀镍或镀金)处理,镀层厚度≥0.5μm,降低接触电阻并提升抗氧化性;铜制接线端子采用拉伸成型工艺,表面镀锡(厚度≥2μm),增强焊接可靠性与防腐蚀能力。拨杆与传动件加工:拨杆用 POM 工程塑料注塑成型,关键部位(如与传动件连接的卡槽)需进行 CNC 精修,确保尺寸精度;传动件多为黄铜材质,经铣削加工制成,表面做钝化处理,防止生锈影响传动顺畅性。三位一体拨动开关工厂

外壳与基座制造:消费类开关多采用 PA66 或 ABS 塑料,通过注塑成型工艺生产,模具精度需控制在 ±0.02mm,确保外壳与基座的贴合度;工业级或高温场景产品则选用陶瓷材质,经压制、烧结(温度 1200℃~1600℃)、抛光处理,提升绝缘性与耐高温性。成型后需通过视觉检测设备筛查外观缺陷(如裂纹、飞边),不合格品直接剔除。触点与端子加工:触点材质按规格选用银合金(AgCuO、AgNi)或纯银,通过冲压工艺制成厚度 0.1mm~0.3mm 的薄片,再经电镀(镀镍或镀金)处理,镀层厚度≥0.5μm,降低接触电阻并提升抗氧化性;铜制接线端子采用拉伸成型工艺,表面镀锡(厚度≥2μm),增强焊接可靠...
- 电路板拨动开关 2026-05-15
- 之档拨动开关厂商 2026-05-15
- 三位两档拨动开关生产商 2026-05-15
- 三档六脚拨动开关制造商 2026-05-15
- 电吹风拨动开关生产厂家 2026-05-15
- 音响拨动开关公司 2026-05-15
- 三档六脚拨动开关 2026-05-15
- 之档拨动开关厂家 2026-05-15
- 两档大电流拨动开关订做 2026-05-15
- 两刀三位拨动开关生产商 2026-05-15
- 三脚拨动开关公司 2026-05-15
- 三位九线拨动开关订制 2026-05-15
- 三位复位拨动开关加工厂 2026-05-15
- 两档六脚拨动开关生产厂家 2026-05-15
- 大电流四档拨动开关定制 2026-05-15
- 卧式两档拨动开关 2026-05-15


- 电吹风拨动开关生产厂家 05-15
- 音响拨动开关公司 05-15
- 三档六脚拨动开关 05-15
- 之档拨动开关厂家 05-15
- 两档大电流拨动开关订做 05-15
- 两刀三位拨动开关生产商 05-15
- 大电流四档拨动开关厂商 05-15
- 微型拨动开关批发 05-15
- 三位九线拨动开关订做 05-15
- 三位一体拨动开关工厂 05-15