- 品牌
- 意文电子
- 型号
- 拨动开关
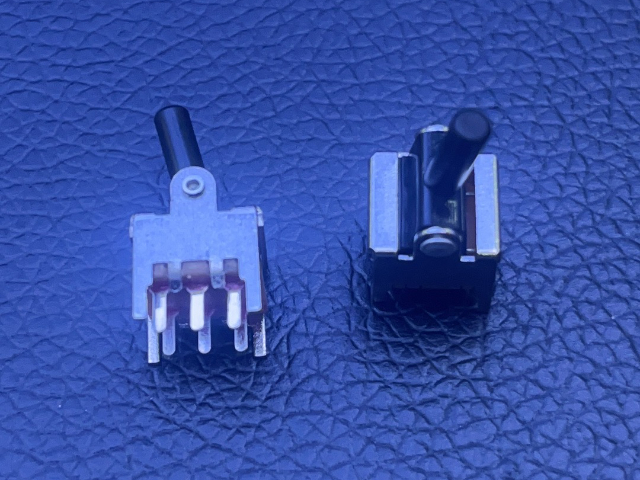
触点接触不良:表现为电路间歇性导通或不通电,多因触点氧化、磨损或异物堆积导致。解决方法:断电后用酒精棉擦拭触点表面,去除氧化层;若触点磨损严重,需更换同型号开关,更换时注意焊接温度(塑胶基座产品焊接温度≤260℃,焊接时间≤3 秒,避免塑胶熔化)。拨杆卡滞:原因可能是拨杆与传动件间隙过小、异物进入外壳,或弹簧变形。处理方式:拆解外壳(可维修型号),清理内部异物;若弹簧变形,更换同规格弹簧;若为塑胶件磨损,需整体更换开关。绝缘性能下降:表现为漏电或绝缘电阻降低,多因外壳老化、受潮或化学腐蚀。解决措施:检查外壳是否破损,破损需更换;受潮后可在干燥环境中静置 24 小时,若绝缘电阻仍不达标,需更换开关,避免电气安全隐患。拨动开关接线时需注意极性,大电流场景建议用多股软线搪锡。两档六脚拨动开关生产厂家
工业机床的主轴启停、转速切换需依赖拨动开关,此类开关需具备:机械性能:操作力 3N~5N(适合工人戴手套操作),寿命≥100000 次(应对高频次使用),档位定位精度偏差≤0.3mm(确保切换准确);防护与抗干扰:防护等级 IP65(防止冷却液与铁屑侵入),外壳采用铝合金材质(抗冲击与电磁屏蔽),绝缘电阻≥1000MΩ@DC 500V(避免机床电磁干扰影响开关性能);安装适配:采用螺丝固定安装,端子支持压线式连接(适配机床粗线径电缆),尺寸适配控制面板开孔(常见 22mm×16mm 安装孔)。某数控车床案例中,通过选用工业级 DPDT 型拨动开关,实现主轴 “正转 - 停止 - 反转” 三档位切换,配合机床 PLC 控制系统,确保加工过程的稳定性。汽车两档拨动开关生产商面板安装的拨动开关需匹配安装孔,用螺母或卡扣固定在面板。
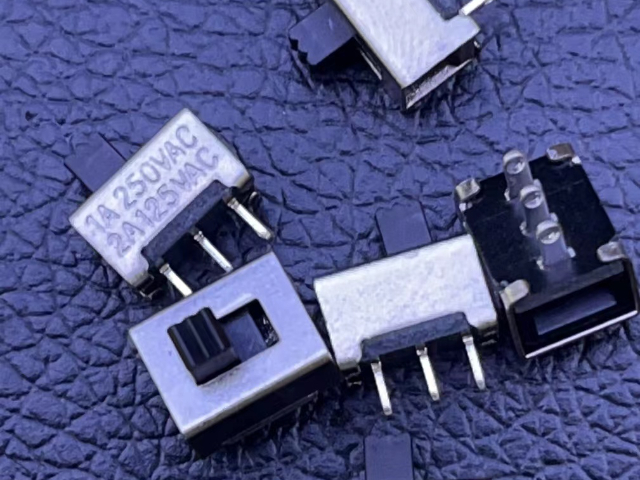
消费电子类拨动开关:体型小巧(尺寸多为 3mm×6mm~10mm×15mm),电流规格通常为 0.1A~2A/DC 30V,适用于蓝牙耳机、智能手表、小型家电等设备,侧重轻量化与低成本,外壳多采用塑胶材质,防护等级多为 IP40。工业控制类拨动开关:电流范围扩展至 5A~10A/AC 250V,具备耐高低温(-40℃~85℃)、抗振动(10~500Hz,1.5G 加速度)特性,常用于机床设备、变频器、工业传感器,部分产品采用金属外壳,防护等级可达 IP65,支持焊接或螺丝固定安装。汽车电子类拨动开关:需通过 ISO 16750 等汽车电子标准认证,耐受温度范围 - 40℃~125℃,具备抗电磁干扰(EMC)、耐油污特性,电流规格多为 1A~5A/DC 12V,用于汽车车窗控制、灯光调节、车载设备切换,部分产品还会集成防水透气膜,平衡内外气压,防止水雾凝结。
拨动开关的焊接工艺与质量控制在生产过程中,拨动开关的焊接工艺直接影响其电气连接稳定性,常见的焊接方式有波峰焊接和回流焊接。插件式开关多采用波峰焊接,将 PCB 板通过熔融的焊锡波,使引脚与焊盘形成牢固的焊点,焊接温度需控制在 245℃±5℃,焊接时间为 3-5 秒,避免温度过高导致引脚氧化或外壳变形。贴片式开关则采用回流焊接,通过热风炉将焊膏加热融化,实现引脚与焊盘的连接,需根据焊膏的熔点设置合理的温度曲线,确保焊点饱满无虚焊。为保障焊接质量,生产中会通过 AOI(自动光学检测)设备对焊点进行检测,同时抽样进行拉力测试,确保引脚的焊接强度大于 5N,防止使用过程中出现脱焊现象。选购拨动开关需依据环境湿度、粉尘浓度选对应防护等级。
医疗设备对拨动开关的精度和稳定性有着极高的要求。在一些便携式医疗监测仪器上,如心率监测仪、血压计等,拨动开关用于开启设备、切换测量模式或调整参数。这类开关采用高精度的触点设计,确保每次切换都能准确无误地传递信号,避免因开关故障导致监测数据不准确。同时,医疗设备上的拨动开关表面通常经过抑菌处理,能有效抑制细菌滋生,符合医疗环境的卫生标准。医护人员在使用过程中,通过简单的拨动操作,就能快速完成设备的调试和控制,为患者的及时监测和疗愈争取宝贵时间。拨动开关的接触电阻温升测试可验证其电流承载稳定性。贴片两档拨动开关厂商
冲击测试的 50g 条件可验证拨动开关在突发震动下的结构稳定。两档六脚拨动开关生产厂家
防水防尘拨动开关的防护等级依据 IP 代码划分,常见等级有 IP65、IP66 和 IP67。IP65 表示完全防止粉尘进入,并用喷嘴从任意方向喷水无损害,适用于潮湿的厨房电器、户外照明设备;IP66 可抵御强烈喷水冲击,适合船舶、工业机械等严苛环境;IP67 能在 1 米深水中浸泡 30 分钟不进水,满足潜水设备、卫浴电器的防水需求。实现高防护等级的关键在于密封结构设计,包括操作柄与外壳间的硅胶密封圈、触点腔的灌封工艺及接线端口的防水接头,同时外壳采用强度的 PC/ABS 合金或铝合金材质,提升抗冲击性能。选购时需根据实际使用环境的湿度、粉尘浓度和防水要求选择对应等级的产品。两档六脚拨动开关生产厂家

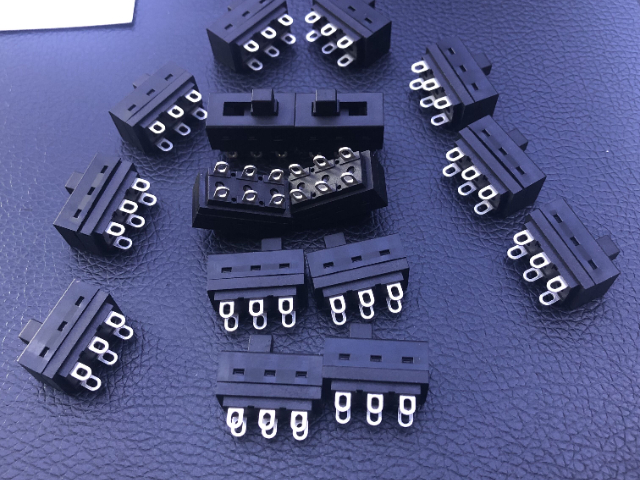
外壳与基座制造:消费类开关多采用 PA66 或 ABS 塑料,通过注塑成型工艺生产,模具精度需控制在 ±0.02mm,确保外壳与基座的贴合度;工业级或高温场景产品则选用陶瓷材质,经压制、烧结(温度 1200℃~1600℃)、抛光处理,提升绝缘性与耐高温性。成型后需通过视觉检测设备筛查外观缺陷(如裂纹、飞边),不合格品直接剔除。触点与端子加工:触点材质按规格选用银合金(AgCuO、AgNi)或纯银,通过冲压工艺制成厚度 0.1mm~0.3mm 的薄片,再经电镀(镀镍或镀金)处理,镀层厚度≥0.5μm,降低接触电阻并提升抗氧化性;铜制接线端子采用拉伸成型工艺,表面镀锡(厚度≥2μm),增强焊接可靠...
- 电路板拨动开关 2026-05-15
- 之档拨动开关厂商 2026-05-15
- 三位两档拨动开关生产商 2026-05-15
- 电吹风拨动开关生产厂家 2026-05-15
- 音响拨动开关公司 2026-05-15
- 三档六脚拨动开关 2026-05-15
- 之档拨动开关厂家 2026-05-15
- 两档大电流拨动开关订做 2026-05-15
- 两刀三位拨动开关生产商 2026-05-15
- 大电流四档拨动开关厂商 2026-05-15
- 三位九线拨动开关订制 2026-05-15
- 三位复位拨动开关加工厂 2026-05-15
- 两档六脚拨动开关生产厂家 2026-05-15
- 大电流四档拨动开关定制 2026-05-15
- 卧式两档拨动开关 2026-05-15
- 三位14脚拨动开关供应商 2026-05-15


- 音响拨动开关公司 05-15
- 三档六脚拨动开关 05-15
- 之档拨动开关厂家 05-15
- 两档大电流拨动开关订做 05-15
- 两刀三位拨动开关生产商 05-15
- 大电流四档拨动开关厂商 05-15
- 微型拨动开关批发 05-15
- 三位九线拨动开关订做 05-15
- 三位一体拨动开关工厂 05-15
- 三脚拨动开关公司 05-15