- 品牌
- 弘盛科技
- 型号
- 通用
广州弘盛的特种浓缩设备在材料选择和结构设计上充分考虑耐腐蚀性。针对化工、电镀等行业的强酸性、强碱性废水处理,设备关键部件如膜壳、管道和泵体,采用哈氏合金、氟塑料等耐腐蚀材料制造,可耐受 pH 值 1 - 14 的极端酸碱环境。同时,设备采用模块化设计,便于安装、维护和更换部件。例如,膜组件采用快拆式结构,更换一片膜元件需 5 分钟,缩短了设备停机时间,提高了生产效率。这种高可靠性和易维护性的设计,使设备在恶劣工况下仍能稳定运行,延长了设备使用寿命。光伏砂浆特种浓缩,材料回收率高,推动绿色制造 。河池盐湖提锂特种浓缩

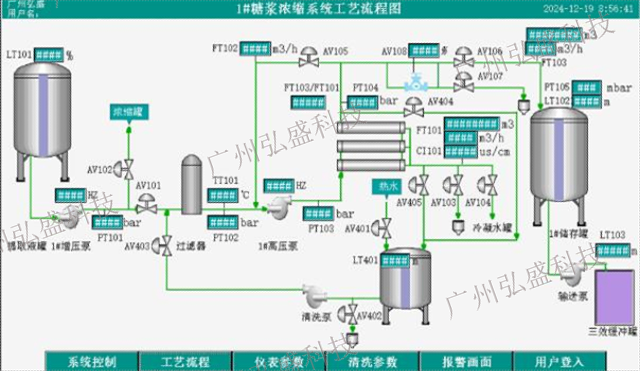
广州弘盛为制糖行业的糖蜜废水处理,开发出 “厌氧发酵 - 超滤 - 反渗透浓缩” 特种浓缩技术。糖蜜废水有机物含量极高,且含有大量糖分、氨基酸等物质。弘盛的工艺先通过厌氧发酵将废水中的有机物转化为沼气,实现能源回收;再利用超滤膜分离回收蛋白质等大分子物质;通过反渗透膜对废水进行浓缩,浓缩液用于制作液态肥,清液达到排放标准。某糖厂应用该技术后,每年可产生沼气数百万立方米,回收蛋白质上千吨,同时减少了废水排放量,实现了资源的循环利用。肇庆特种浓缩联系特种浓缩技术攻克石油化工含硫废水处理与硫磺回收难题。
在光伏切片砂浆回收领域,广州弘盛的特种浓缩技术实现了砂浆的高效分离与回用。光伏切片过程中产生的废砂浆含有碳化硅、聚乙二醇和硅粉等物质,传统处理方法难以有效分离。弘盛研发的 “磁选 - 离心分离 - 膜浓缩” 工艺,先通过磁选去除硅粉中的铁磁性杂质,再利用离心分离机分离碳化硅和聚乙二醇,通过超滤膜和纳滤膜对聚乙二醇溶液进行浓缩和提纯。回收的碳化硅和聚乙二醇可直接回用于切片工序,回收率均达 95% 以上。该技术解决了光伏行业废砂浆处理难题,降低了企业的原材料成本,推动了光伏产业的绿色发展。
电子行业的超纯水制备与废水浓缩回用是清洁生产的重要环节,广州弘盛的特种浓缩技术为此提供了一体化解决方案。在芯片生产过程中,清洗工序产生的含氟废水若直接排放会污染土壤和地下水,弘盛采用 “化学沉淀 + 电吸附浓缩” 的工艺,先通过化学沉淀去除大部分氟离子,再利用电吸附技术将废水中的氟离子浓缩至可回收利用的浓度。同时,系统对处理后的水进行深度净化,使其达到超纯水标准回用于生产。某半导体企业应用该技术后,水资源回用率达 95% 以上,每年节约用水量数十万吨,同时回收的氟化物可作为化工原料销售,实现了水资源的循环利用和成本节约。果汁特种浓缩,香气物质回收,还原天然风味 。

在日化行业的表面活性剂废水处理中,广州弘盛的特种浓缩技术实现了资源回收与环保达标。表面活性剂废水含有大量阴离子、阳离子或非离子表面活性剂,处理难度大。弘盛采用 “泡沫分离 - 超滤 - 纳滤浓缩” 工艺,先通过泡沫分离技术富集表面活性剂;再利用超滤膜去除悬浮物和大分子杂质;通过纳滤膜对废水进行浓缩,截留表面活性剂。回收的表面活性剂可回用于生产,清液达到排放标准。某日化企业应用该技术后,表面活性剂回收率达 90%,降低了生产成本,减少了废水排放。电镀含氰废水特种浓缩,安全处理,守护生态安全 。河池盐湖提锂特种浓缩
皮革废水特种浓缩,铬资源回收,污泥量大幅减少 。河池盐湖提锂特种浓缩
对于油田采出水的处理与回用,广州弘盛的特种浓缩技术解决了高矿化度和高悬浮物的难题。油田采出水含有大量石油类物质、悬浮物和高浓度盐分,直接排放或回注会造成环境污染和地层堵塞。弘盛研发的 “气浮除油 - 陶瓷膜过滤 - 正渗透浓缩” 工艺,先通过气浮去除浮油和分散油,再利用陶瓷膜过滤去除悬浮物和乳化油,采用正渗透技术对采出水进行浓缩。正渗透以高浓度盐水为汲取液,无需高压驱动,能耗低且膜污染小。浓缩后的浓水进一步处理后回注地层,清液达到回注水标准,用于油田注水开发,实现了采出水的资源化利用,降低了油田的用水成本和环保压力。河池盐湖提锂特种浓缩
污泥处理的减量化是环保行业的 需求,广州弘盛科技的特种浓缩技术实现了污泥处置的高效升级。针对传统污泥处理含水率高、处置体积大的问题,公司采用板框压滤与膜浓缩结合的创新工艺,先通过板框压滤将污泥含水率从99%降至80%左右,再利用厌氧膜生物反应器(AnMBR)进行深度浓缩,使含水率进一步降至60%以下,污泥处置体积大幅减少。浓缩过程中产生的沼气可回收用于发电,实现能源再利用,浓缩后的污泥便于运输与 终处置。该技术已成功应用于多个市政污水厂与工业污泥处理项目,不仅降低了污泥处置成本,还减少了填埋或焚烧带来的环境压力。广州弘盛的特种浓缩技术让污泥处理从“被动处置”转向“资源利用”,助力环保行业可持续...
- 越秀区氯碱化工特种浓缩维修保养 2025-11-09
- 湛江新型特种浓缩工厂直销 2025-11-09
- 佛山茶饮料特种浓缩解决方案 2025-11-09
- 阳江实验室特种浓缩工艺 2025-11-09
- 白云区果汁生产特种浓缩生产厂家 2025-11-09
- 福建双级RO特种浓缩解决方案 2025-11-09
- 云浮植物提取特种浓缩生产厂家 2025-11-09
- 汕头低温特种浓缩生产厂家 2025-11-08
- 韶关生物化工特种浓缩工厂直销 2025-11-08
- 番禺区电子厂特种浓缩解决方案 2025-11-08


- 天河区双级RO特种浓缩厂家供应 2025-10-31
- 揭阳乳品加工特种浓缩设计方案 2025-10-31
- 新型特种浓缩安装调试 2025-10-31
- 云浮膜分离特种浓缩解决方案 2025-10-31
- 斗门区高效型特种浓缩解决方案 2025-10-31
- 金湾区酸碱回收特种浓缩厂家供应 2025-10-31




- 云浮双级RO纯水设备定制方案 11-09
- 中山乳制品纯水设备 11-09
- 越秀区氯碱化工特种浓缩维修保养 11-09
- 荔湾区EDI超纯水纯水设备生产厂家 11-09
- 湛江新型特种浓缩工厂直销 11-09
- 白云区化工冶金纯水设备厂家 11-09
- 佛山茶饮料特种浓缩解决方案 11-09
- 阳江实验室特种浓缩工艺 11-09
- 白云区果汁生产特种浓缩生产厂家 11-09
- 佛山工业大型反渗透纯水设备定制方案 11-09