- 品牌
- 苏州正和铝业有限公司
- 型号
- 无
- 加工定制
- 是
一)焊接原理高速旋转的搅拌头扎入被焊工件对接面并沿其向前移动,通过搅拌头的旋转摩擦使被焊材料发生塑化,同时将初始对接面打碎,在搅拌头锻压力的作用下形成焊缝,**终实现被焊工件的冶金结合。瑞松科技在装备研发过程中,开展了搅拌头、电主轴、R-SSTOOL、力·位混合控制、焊接工艺、实时过程控制、工装夹具等**技术和关键零部件研发,掌握了智能化搅拌摩擦焊系统集成技术。(二)瑞松科技搅拌摩擦焊装备研究智能工装,有效控制焊接变形搅拌摩擦焊数据库**系统瑞松科技开发的针对搅拌摩擦焊的关键零部件同时,瑞松科技开展各类型搅拌摩擦焊工艺方法研究,主要包括动轴肩、静轴肩、双轴肩、搅拌摩擦点焊及复合搅拌摩擦焊等。→双轴肩搅拌摩擦焊下轴肩代替单轴肩搅拌摩擦焊的背部垫板,对工件进行自支撑,实现中空部件的焊接。→静止轴肩搅拌摩擦焊轴肩与搅拌针分体式设计,轴肩不旋转,搅拌针高速旋转。→搅拌摩擦点焊→复合能场搅拌摩擦焊在搅拌摩擦焊接过程中施加额外的能量场(感应加热、激光、电弧、超声等),以达到降低焊接载荷,延长搅拌头寿命,改善焊缝组织,实现高熔点材料焊接等目的。。正和铝业,提供液冷方案设计、仿真、材料部件,以及配套总成组装服务,让您省心省力!江苏电池托盘
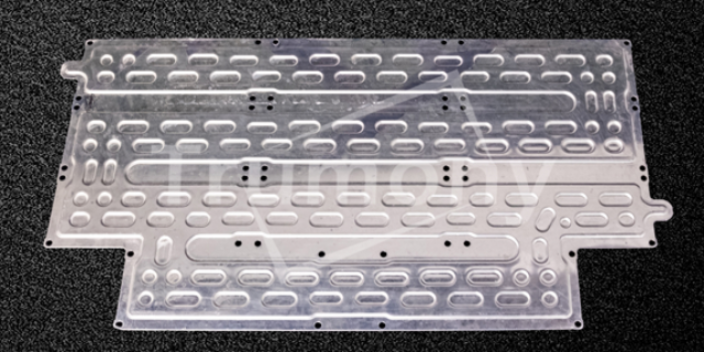
用以提高产品的安全性、使用寿命及使用性能。而在商用车领域,使用的电芯是磷酸铁锂,耐高温性能强,寿命长,但能量密度低于三元锂电池,为了进一步提升磷酸铁锂电芯单体能量密度,当前常用的做法是把电芯单体做大,这样做的缺陷是电芯散热性能变差,在夏天或炎热地区容易引起高温报警,影响产品的使用性能,因此需要给大电芯的磷酸铁锂电池增加液冷系统。托盘式结构的电池箱有在模组入箱工序、线束整理、售后维护等方面相较于传统的箱体操作便利性更好,也便于在底部设置口琴管进行冷却,因此着***的应用。但现有的电池托盘的边框部分大多在每侧单独设置型材并采用拼焊的方式对边框的四角进行焊接,由于焊缝缺陷能够影响产品的气密性,因此减少焊缝的数量能够减少气密性失效的概率。技术实现要素:本实用新型的目的在于提供一种边框处焊缝较少的电池托盘,以提高电池托盘在边框处的气密性,本实用新型的目的还在于提供一种气密性较好的电池箱,以提高电池箱中的电池托盘在边框处的气密性。为实现上述目的,本实用新型的电池托盘的技术方案是:电池托盘,包括:边框组件,包括左边框和右边框,所述左边框和右边框由边框型材折弯形成,左、右边框两端朝向内侧折弯。福建托盘销售电话正和铝业目前与多家车厂、新动力车厂、动力电池组厂有深度合作!
本实用新型的有益效果:本实用新型在现有的输送机构上增加具有顶出功能的插销和与之相匹配的挡块,当托盘运输达到挡块处,插销被顶出,与托盘上的定位孔相互卡接,将托盘托起,使托盘脱离连接板和保护板圈成的容纳腔内,便于夹具直接夹取托盘。附图说明图1为本实用新型的一种锂电池托盘用输送机的结构示意图。图2为本实用新型的一种锂电池托盘用输送机内部局部结构示意图。图3为本实用新型中的插销的结构示意图。图4为本实用新型中的插销的剖视图。图1至图4中的各标注为:支架1、固定底座2、连接板3、保护板4、传动带5、挡块6、气缸7、插销8、电滚筒9、传动轴10、链轮11、主动带轮12、从动带轮13、张紧轮14、管套801、连接垫圈802、连接座803、环形限位凸起804、顶销805、上安装孔806、弹簧807、卡接部808、连接部809、顶出部810、下安装孔811。具体实施方式在下文的描述中,给出了大量具体的细节以便提供对本发明更为彻底的理解。然而,对于本领域技术人员而言显而易见的是,本发明可以无需一个或多个这些细节而得以实施。在其他的例子中,为了避免与本发明发生混淆,对于本领域公知的一些技术特征未进行描述。
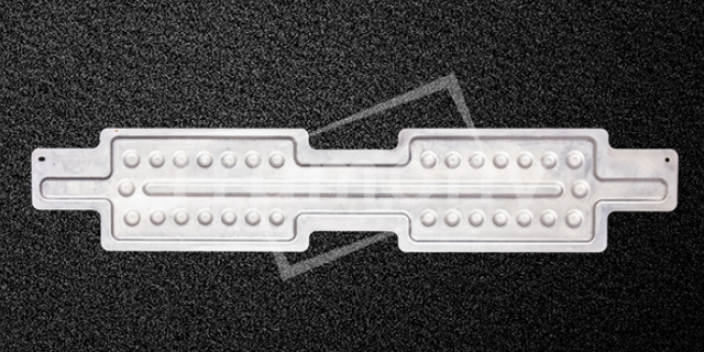
对边框组件1进行锈蚀,并且设置u型堵板15还能够增加边框组件1在该出的结构强度。如图3和图5所示,作为一种推荐的实施方式,为了增强电池箱体的保温性能,边框型材中位于下方的主流道侧壁14略高于主体部分的底部,在液冷板31插接在边框组件1内后,液冷板31形成的底板3底面高于边框组件1的底面。因此在边框组件1内,电池托盘的底部形成有保温层容纳空间,本实施例中的电池箱体用在商用车中,该电池箱体底部与其他整车结构配合后,电池箱底部流通不畅,因此电池箱体的底部能够形成天然的空气保温层,利用空气导热速率较慢的特性,实现电池箱体保温。当然,在其他实施例中,该电池箱体也可以采用悬挂式安装,此时电池箱体无法在底部形成稳定的空气隔热层,但可以在保温层容纳空间喷涂保温涂层进行保温,保温层厚度由保温层容纳空间的高度决定。如图3和图7所示,本实施例中边框型材的顶部靠近外侧处还设置有凸起,因此当边框型材折弯并组合成边框组件后,边框组件顶部形成一圈完整的环形凸起4,该环形凸起4构成了对设置在边框组件1顶面的密封圈进行限位的限位结构。当然,当边框组件上在环形凸起处设置有其他部件,例如在安装脚处设置的螺母18、过孔支撑17时。苏州正和铝业有限公司有温度场仿真(冷板、电芯热量模拟)和流体仿真能力!

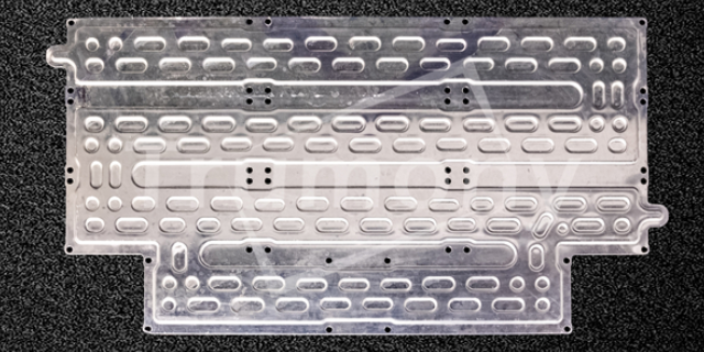
两边框在电池托盘的宽度方向上对扣连接,共同构成边框组件1。以左边框11为例,本实施例中用于制作左边框11的型材的截面如图3所示,该型材包括位于中部的主体部分,主体部分的内侧设置两个形成主流道19的主流道侧壁14,主流道侧壁14向内侧水平延伸。在通过机加工裁去边框型材两端的主流道侧壁14后。主流道侧壁14之间形成位于电池托盘长边的中部位置的主流道19,其中一个为进液主流道,另一个为出液主流道,两主流道侧壁14端部之间形成朝向内侧的流通口,并且两主流道侧壁14在流通口处设置有用于与底板3插接的定位台阶。边框型材在主体部分的外侧具有形成安装脚13的外侧部分,在间隔裁去多余的外侧部分后,形成间隔布置的安装脚13,安装脚13侧面通过压铆、焊接设置有吊装螺母131,便于电池箱的运输。如图1、图4和图5所示,本实施例中底板3由三块液冷板31构成,三块液冷板31沿前后方向并排布置,液冷板31的左右两端分别插接在边框组件1的主流道侧壁14处,并通过主流道侧壁14的定位台阶对底板3在高度方向以及左右方向上进行定位。每块液冷板31中设置有多条沿左右方向延伸的副流道32,在液冷板31插入边框组件1内后,副流道32的左右两端分别与左边框11和右边框12的主流道19连通。正和铝业拥有汽车热管理系统综合研发与服务能力!浙江电池托盘厂家供应
24.正和铝业动力电池液冷总成产品有冷板或弯管、箱体、chiller、接头、管路、导热硅胶垫!江苏电池托盘
而另一方面结构强度又是保障电池包安全的重要因素,因此,有必要将轻量化及结构安全更好的结合。为将电池包的电池托盘安装在车身上,通常会在电池托盘的侧壁上焊接多个吊耳,以通过吊耳将电池托盘固定在车身上,但在受到横向的挤压力时吊耳会挤压电池托盘的侧壁,导致侧壁容易向内发生翻折压溃,从而威胁电池包安全。技术实现要素:本实用新型的目的在于提供一种吊耳结构、电池托盘及车辆,以解决现有方案因吊耳传力不合理导致电池托盘的侧壁翻折压溃的技术问题。为实现上述目的,本实用新型采用的技术方案是:吊耳结构,包括连接部、支撑部和吊装部;所述连接部用于连接在电池托盘的边框的外侧壁上;所述支撑部的***端固定于所述连接部,第二端固定于所述吊装部;在远离连接部的方向上所述支撑部向上倾斜;所述吊装部用于连接在车身上。进一步地,所述支撑部设为两个,沿相应边框的外侧壁的延伸方向分布;在远离连接部的方向上两所述支撑部相互倾斜靠近。进一步地,所述连接部、所述支撑部和所述吊装部之间围成有三角形中空区域。进一步地,所述连接部为平板;所述吊装部的远离所述连接部的一侧与所述连接部平行。江苏电池托盘

- 湖南汽车电池托盘批发厂家 2023-09-18
- 湖北高质量质量托盘 2023-09-18
- 重庆侧面换热托盘 2023-09-18
- 重庆耐高温托盘生产 2023-09-18
- 吉林圆柱形电池包托盘 2023-09-18
- 山东动力托盘 2023-09-18




