- 品牌
- 苏州正和铝业有限公司
- 型号
- 无
- 加工定制
- 是
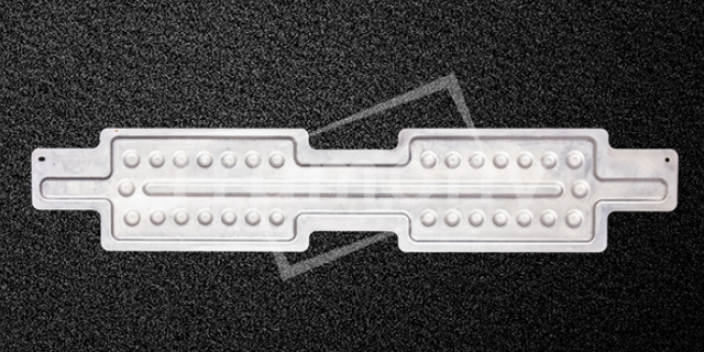
对边框组件1进行锈蚀,并且设置u型堵板15还能够增加边框组件1在该出的结构强度。如图3和图5所示,作为一种推荐的实施方式,为了增强电池箱体的保温性能,边框型材中位于下方的主流道侧壁14略高于主体部分的底部,在液冷板31插接在边框组件1内后,液冷板31形成的底板3底面高于边框组件1的底面。因此在边框组件1内,电池托盘的底部形成有保温层容纳空间,本实施例中的电池箱体用在商用车中,该电池箱体底部与其他整车结构配合后,电池箱底部流通不畅,因此电池箱体的底部能够形成天然的空气保温层,利用空气导热速率较慢的特性,实现电池箱体保温。当然,在其他实施例中,该电池箱体也可以采用悬挂式安装,此时电池箱体无法在底部形成稳定的空气隔热层,但可以在保温层容纳空间喷涂保温涂层进行保温,保温层厚度由保温层容纳空间的高度决定。如图3和图7所示,本实施例中边框型材的顶部靠近外侧处还设置有凸起,因此当边框型材折弯并组合成边框组件后,边框组件顶部形成一圈完整的环形凸起4,该环形凸起4构成了对设置在边框组件1顶面的密封圈进行限位的限位结构。当然,当边框组件上在环形凸起处设置有其他部件,例如在安装脚处设置的螺母18、过孔支撑17时。正和铝业您身边的专业可靠电池管理**,专注于液冷设计解决方案!重庆侧面换热托盘
关系到托盘吊耳位置或结构设计,就必须考虑这个因素。同时,铝的弹性模量比钢差,这个特性也是非常重要的,关系到结构的材质的疲劳或寿命。车用铝合金应用主要包括5×××系(Al-Mg系)6×××系(Al-Mg-Si系)等等。据了解,铝托盘主要采用6系铝型材(材质的应用,还需进一步分析和摸索)。电池铝托盘常用的几种结构类型铝电池托盘,因为其重量轻,熔点低特点,一般有几种形式:压铸铝托盘、挤压铝合金框架和铝板拼焊托盘(壳体)、模压上盖。压铸铝托盘结构特征更多表现为一次压铸成型,减少了托盘结构焊接带来的材料烧损和强度问题,整体强度特性更好。这种结构的托盘,框架结构特点不明显,但是,整体强度可以满足电池承截要求。常见于小能量电池系统结构。挤压铝拼焊框架结构比较多见,也是比较灵活的一种结构。通过不同铝型材的拼焊、加工,可以满足各种能量大小的需求。同时,易于修改设计,易于调整所用材料。从成本的角度,较之压铸铝托盘,挤压铝拼焊框架结构占有一定的优势。当然,随着量产数量的不同,这种成本优势是否存在,也不一定。框架结构是托盘的一种结构形式,在前期“三+6”一文中,曾经详细作过描述。框架结构更有利于轻量化。湖北托盘安装设计6.设计、生产汽车动力电池包换热部件,选正和铝业就对了!

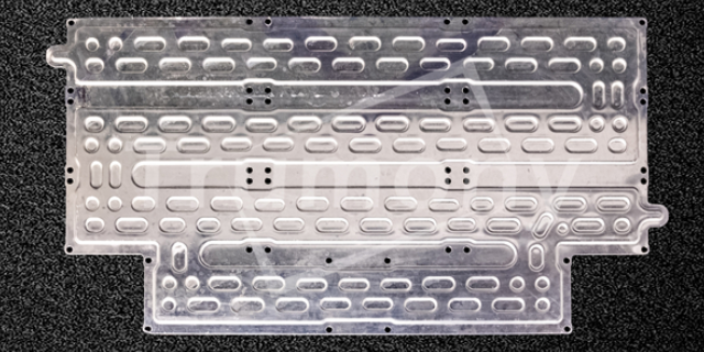
底板3的在前后方向上的尺寸与主流道19的长度相同。通过底板3上设置的多条并列布置的副流道32进行分流,能够缩减冷却液的流经路径,避免了由于冷却回路过程导致的后端冷却液温度过高的现象,实现了整包温度平衡。电池托盘的前、后安装梁22分别安装在底板3的前后两侧,主要用于安装电池模组。如图1所示,后安装梁22与底板3的后侧紧贴,并对左、右边框12的主流道19的后端开口进行封堵,同时后安装梁22上表面与边框组件1的上表面平齐,因此也便于采用搅拌摩擦焊的方式与边框组件1焊接在一起,能够降低边框后侧的焊缝气密失效的风险。前安装梁21中设置两条沿前后延伸的安装梁流道23,其中一个为与进液主流道连通的进液安装梁流道,另一个为与出液主流道连通的出液安装梁流道,安装梁流道23的前端延伸至边框组件1,与边框组件1上设置的水嘴5连通。如图1和图6所示,安装梁流道23前端对应的边框组件1处设置开口朝向下方的u型槽,u型槽在边框组件1内侧焊接有竖直的挡板16,挡板16上设置有供水嘴5穿过的内孔,水嘴5焊接在挡板16的内孔中。边框组件1在u型槽内焊接有形状与u型槽吻合的u型堵板15,通过u型堵板15对边框组件1进行密封,能够防止车辆涉水时,外界水气进入边框组件1内部。
通过u型堵板对边框组件进行密封,能够防止车辆涉水时,外界水气进入边框组件内部,对边框组件进行锈蚀。并且设置u型堵板还能够增加边框组件在该出的结构强度。进一步的,所述左边框和右边框上设置有安装脚,安装脚与左边框、右边框一体设置。进一步的,所述安装脚侧面设置有吊装螺母。便于对电池箱进行运输。进一步的。所述边框组件在与底板连接的连接处设置有定位台阶,底板通过定位台阶确定与边框组件在高度方向以及左右方向的位置。边框组件在与底板的连接处设置定位台阶,方便底板的安装和定位。进一步的,所述边框组件顶部设置有环绕边框组件的环形凸起,环形凸起构成对密封圈进行限位的限位结构或是阻挡密封胶的档胶结构。电池箱体边框组件顶部的环形凸起,便于进行档胶或是设置密封圈。附图说明图1为本实用新型中电池托盘的具体实施例的结构示意图;图2为本实用新型中电池托盘的具体实施例中左边框的示意图;图3为本实用新型中电池托盘的具体实施例中形成左边框的型材的截面示意图;图4为本实用新型中电池托盘的具体实施例的剖视图;图5为本实用新型中电池托盘的具体实施例左边框与底板拼接的示意图;图6为本实用新型中电池托盘的具体实施例中水嘴处的结构示意图。正和铝业拥有完整的产线和实验室检测能力,强大的订单转换能力!

利用三角形稳定原理,提高吊耳抗挤压能力,使挤压力均匀稳定传导到边框2。进一步地,请一并参阅图2至图4,作为本实用新型提供的吊耳结构的一种具体实施方式,连接部31为平板;便于连接部31与边框2的外侧壁连接及增大吊耳结构与边框2的外侧壁的接触面积,增大受力面积,能够将吊耳结构受到的力分散到边框2的外侧壁。当连接部31和边框2为金属结构时,连接部31设为平板,既方便焊接,又使得吊耳结构与边框2的外侧壁之间的连接更为牢固;吊装部33的远离连接部31的一侧与连接部31平行,具有更好的传力效果;支撑部32固定于连接部31与吊装部33的相互靠近的侧壁之间。如此支撑部32与吊装部33和连接部31都有斜角关系,受力时更能保持稳定,更好地将吊耳结构3受到法向力通过支撑部32传导至连接部31的下部。进一步地,请一并参阅图2和图3,作为本实用新型提供的吊耳结构的一种具体实施方式,支撑部32与连接部31、以及支撑部32与吊装部33通过圆角过渡,以防止应力集中的情况出现。推荐地,支撑部32的在水平方向的侧部和在竖直方向上的侧部各自与连接部31通过圆角过渡,进一步提高防止应力集中的效果。进一步地,作为本实用新型提供的吊耳结构的一种具体实施方式。想你之所想,及你所及,液冷总成的贴心管家——正和铝业!广西高质量质量托盘
5.正和铝业,一直走在精益求精,追求***的道路上!重庆侧面换热托盘
复合环保政策要求。本发明实施例提供的一种新能源汽车电池托盘底盘装甲用快干型涂料具有较好的工艺性能,可以采用不低于80℃的烘干工艺,而且可以将电池托盘涂装工艺的烘干时间从48小时缩短为1~2小时;其采用了特殊抗开裂助剂的抗料表面开裂配方设计可以使漆膜内部的溶剂及水在挥发过程中保持较好的应力均匀状态,有效的防止龟裂、***和气泡的发生,极大的降低产品不良率,降低企业成本;而且采用了**voc配方设计,低至5%的voc含量,完全符合政策要求。示例的,本发明实施例的一种新能源汽车电池托盘底盘装甲用快干型涂料采用如下方法制备:步骤(1):将水性丙烯酸乳液20kg、消泡剂、滑石粉填料10kg、云母粉填料10kg、阻燃剂5kg、助溶剂3kg、润湿剂、增稠剂、流平剂、黑色浆2kg及去离子水2kg,混合后加入高速搅拌机内分散均匀制成装甲涂料。步骤(2):采用高压无气喷涂技术将上述装甲涂料一次成型喷涂于电池托盘背面。步骤(3):表干3分钟后进入120℃烘干炉内烘干60分钟,取出晾干后即可发货。对本发明实施例的一种新能源汽车电池托盘底盘装甲用快干型涂料制品基本性能测试,测试结果如下:目视检查:表面联系光滑无桔纹、***、斑点、起雾及其他不良。重庆侧面换热托盘

- 湖南汽车电池托盘批发厂家 2023-09-18
- 湖北高质量质量托盘 2023-09-18
- 重庆侧面换热托盘 2023-09-18
- 重庆耐高温托盘生产 2023-09-18
- 吉林圆柱形电池包托盘 2023-09-18
- 山东动力托盘 2023-09-18



