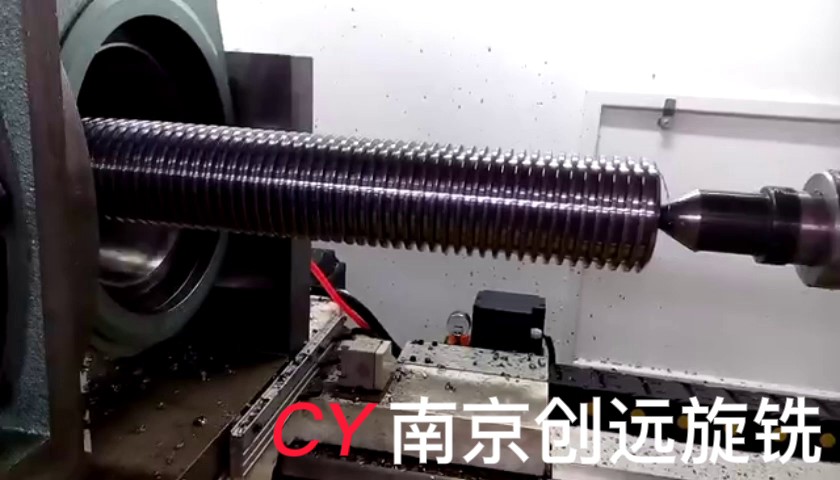
液压凿岩机的钎尾、钻杆和钎头地应用了波形螺纹连接,其优点是在使用相同材料的情况下具有较高的抗冲击疲劳强度,并且拆卸快、刚性好。在钻凿过程中螺纹受到高频率的脉动冲击载荷,同时还要传递很大的扭矩,这就对波形螺纹质量提出了高的要求。双波螺纹牙型特殊,螺距较大,加工起来困难很大。传统的加工方法是仿形法,这种方法切削抗力较大且当长径比较大时会导致工件刚性不足,工艺系统容易出现严重振动,制约了产品的质量和生产效率;近一个多月,我司在双波螺纹杆旋铣加工上有了的新突破,利用数控旋风铣采用尖刀偏心旋风铣削法加工波形螺纹,此方法提高了螺纹的质量和生产效率!想要捉大鱼,就不能怕水深。想要摘玫瑰,就得不怕刺。没有敢于去冒险的心,哪有机会去得到自己想要的东西。栖霞区螺纹螺杆旋风铣案例
外旋风机械公社同时保证铣刀的切面与螺纹的走向一致。刀盘沿X轴的上下径向进给量决定了螺纹的深度。旋铣机可加工出不同斜度,不同深度的左、右双向螺纹。根据不同的加工要求,刀盘与加工件可沿同一方向或互为反向转动。机械公社在车床上用方料或圆料加工细长圆柱体是很不容易的,尤其是非金属材料:如碳棒、有机玻璃棒、塑科和术棒等,强度很低.极易破碎和断裂。生产立方氮化硼需用直径20mm碳棒,在车床上加工非常困难,所以旋风铣床,可以用方料或圆料毛坯加工成各种直径的细长圆柱体。用24X24方料加工成直径20mm米长1000mm的碳棒只需用30秒钟。南京创远旋铣装备制造有限公司,20年专注旋风铣,提供全套螺纹旋铣技术解决方案;公司设计生产制造数控螺纹旋风铣床、数控蜗杆旋风铣床系列、数控丝杆螺杆旋风铣床系列,螺杆泵转子旋风铣床系列、公司针对异形螺旋类工件开发的专用机床,南京螺杆泵螺杆旋风铣经验丰富它具有较高的自动化程度,能够减少人工操作和提高生产效率。

螺杆旋风铣的实现方式1、旋风铣专机该方式精度虽高,加工范围也广,但需要巨额投资设备;并且柔性差,不能完成走心机能加工的后续车铣及钻孔等一系列的其他加工工序;在走心机旋风铣动力刀座出现后,在加工接骨螺钉小蜗杆、微型小丝杠等领域,该专机方式已经完全淘汰。2、普通车床+旋风铣刀座该方式为国内采用的改造方式,投资小但比较低端,只能加工大的丝杠等部件,不能加工接骨螺钉等微型零件且精度有限。南京创远旋铣装备制造有限公司,20年专注旋风铣,提供全套螺纹旋铣技术解决方案;公司设计生产制造数控螺纹旋风铣床、数控蜗杆旋风铣床系列、数控丝杆螺杆旋风铣床系列,螺杆泵转子旋风铣床系列、公司针对异形螺旋类工件开发的专用机床
在使用旋风铣加工螺纹时,可以通过powermill编程软件来控制切削参数,进入到模型区域,清理里面的一些选项框,这些是加工参数,还有旋风洗的功能栏,里面的参数是旋风洗的特有参数。其中,切削进给率可以在这边进行设置,会自动进行半径的匹配,保证在圆弧拐角的位置不进行减速,自动根据切削进给率进行计算。在使用旋风铣加工螺纹时,可以通过powermill编程软件来控制切削参数,进入到模型区域,清理里面的一些选项框,这些是加工参数,还有旋风洗的功能栏,里面的参数是旋风洗的特有参数。其中,切削进给率可以在这边进行设置,会自动进行半径的匹配,保证在圆弧拐角的位置不进行减速,自动根据切削进给率进行计算。左旋铣刀一般情况都是在高精度加工的需求下才选择的一种刀具!

旋风铣与铣削的比较切削外螺纹时,我们首先必须了解旋风铣和铣削之间的相似之处。旋风铣刀环具有多个切削齿,类似于铣刀。在非连续切削操作期间,每个切削刃都会去除一定量的材料。但相似之处此而已。由于刀片切削刃逐渐进入和退出,旋风铣具有更有利的切削作用,从而允许更高的金属去除率。这种平滑的切削动作减少了径向压力,从而减少了工件和刀片上的应力。此外,刀具寿命也显着延长,使得该工艺更具成本效益。旋风铣过程特点除了刚才提到的传统方法外,还有旋风铣工艺。它在长滚珠丝杠加工(长度可达 10,000 毫米,前列直径为 4-200 毫米)方面已经众所周知,尤其是在医疗行业生产接骨螺钉。然而,这种工艺在生产蜗轮传动装置的公司中尚未普及。它通常被定义为一种非传统的齿轮加工方法。有时,它被称为“行星铣削”,即使这个术语可以应用于另一种螺纹铣削,即刀具绕其轴线旋转并绕固定工件公转以加工内螺纹或外螺纹。螺杆旋风铣的加工过程稳定可靠,能够减少加工误差和废品率。浦口区转子螺杆旋风铣销售厂家
什么是旋风铣?螺纹加工神器,刀具高速旋转,有趣的现象发生了。栖霞区螺纹螺杆旋风铣案例
具有的经济意义替代昂贵的磨削工艺缩短周期时间,速度提高 3 倍精确的螺距和螺纹牙形快速设置和随时间变化干切式加工无需使用昂贵的切削液。切削过程和切屑形成切削过程是旋风铣刀环绕缓慢旋转的工件“ C轴”高速旋转的结果。工件的旋转与“ Z轴”刀头的前进相结合,对应于所需的螺距,刀头的切削角度围绕“A轴”进行控制,以对应于螺纹的螺距角。“X轴”的偏心率决定了螺纹的小径。通过简单地改变“Z轴”行进方向,可以加工右旋或左旋螺纹。但在每种情况下,旋风铣环始终以与工件相同的方向旋转,正是该行进方向产生所需的左旋或右旋螺纹。切削刀具安装在刀环内,并相对于工件移动。理想情况下,该切削过程产生的切屑呈逗号形状。尽管旋风铣是一种断续切削工艺,但切屑形成非常平滑,因此可以使用硬质合金、CBN(立方氮化硼)或陶瓷刀具切削硬度达65HRC的硬化材料和脆性材料。栖霞区螺纹螺杆旋风铣案例